WBBGA及其细分类型封装工艺介绍
本文主要介绍了WBBGA及其细分类型封装工艺介绍。 WBBGA封装工艺 引线键合球栅阵列(Wire Bonding Ball Grid Array,WBBGA)封装是一种高密度表面贴装封装技术,核心特征为器件引脚全部集中在封装体底部,圆柱状焊球以阵列形式均匀分布,作为封装的I/O接口。相较于QFN封装,WBBGA封装的I/O数量大幅提升,能够满足大规模集成电路芯片的封装需求,适配高性能芯片的研发与
关于「引线键合」的技术文章、设计资料与工程师讨论,持续更新。
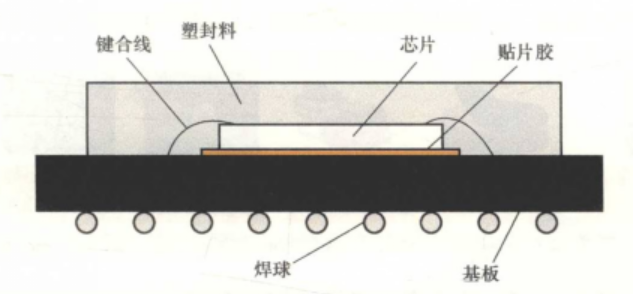
本文主要介绍了WBBGA及其细分类型封装工艺介绍。 WBBGA封装工艺 引线键合球栅阵列(Wire Bonding Ball Grid Array,WBBGA)封装是一种高密度表面贴装封装技术,核心特征为器件引脚全部集中在封装体底部,圆柱状焊球以阵列形式均匀分布,作为封装的I/O接口。相较于QFN封装,WBBGA封装的I/O数量大幅提升,能够满足大规模集成电路芯片的封装需求,适配高性能芯片的研发与
微组装依托引线键合、倒装芯片实现微米级高精度裸芯片封装,陶瓷封装是典型应用。文章围绕低介电陶瓷基材、大尺寸基板量产、微细线路加工、无源元件内嵌四大 2026 前沿方向,系统拆解陶瓷封装材料、工艺与产业化优劣。 微组装 微组装工艺是一类高精度、微型化的电子组装技术,该工艺的最小组装单元尺寸区间为数微米至100微米,以引线键合、倒装芯片为核心基础技术,主要应用于常规SMT表面贴装工艺无法适配的高精度、
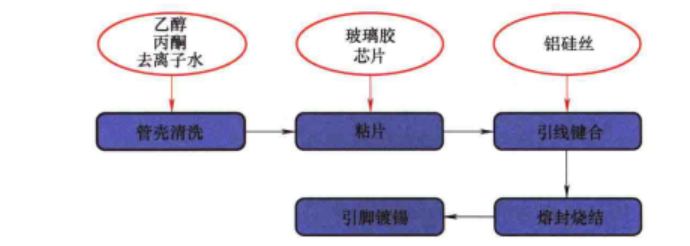
本文介绍了黑瓷封装工艺及失效模式。 黑瓷封装工艺 黑瓷封装工艺流程如图1所示,使用能耐受420°C以上的以玻璃粉为主要成分的胶黏剂烧结粘片,然后完成引线键合,再将黑瓷基座倒扣在黑瓷盖板上,经烘烤除去水分,最后烧结、降温冷却完成玻璃熔封。 管壳清洗 黑瓷外壳在组装之前,应先用丙酮超声清洗3~5min,再用乙醇超声清洗3~5min,用去离子水漂洗并用乙醇脱水,最后烘干,以清除包装、运输过程中粘染的污
本文主要讲述软基材上的引线键合技术。 传统的厚膜混合电路使用陶瓷基板,键合焊盘直接在陶瓷基材上涂覆一层Au或者Ag(合金)厚膜层。与陶瓷封装上的键合相比,这不会引入更多特定问题。因此,采用最佳的冶金系统和键合程序,可以获得高良率(≤50ppm缺陷)。然而,其他塑料基材(PCB、BGA和SIP等)可能会引入重大的键合问题,这些基材是由常见的玻璃纤维或其他填料层压形成的环氧类聚合物,在其玻璃化转变温度
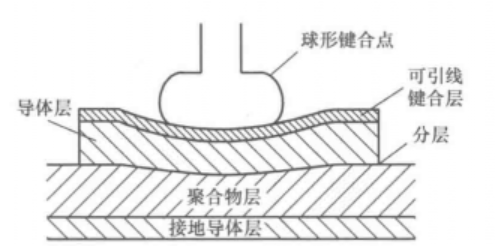
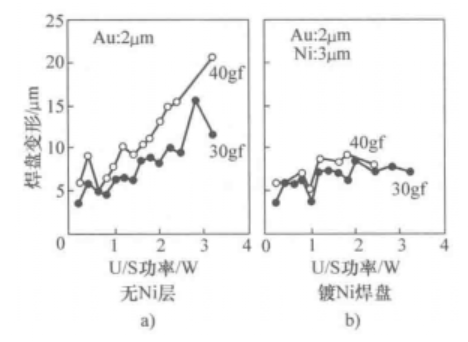
本文介绍了IC芯片中聚合物基板的键合效果优化。 研究发现,在IC芯片上的有源区内进行热超声键合的最佳聚酰亚胺具有最高的弹性模量E,弹性模量即应力除以应变且需低于弹性极限。这一材料性能与聚合物的刚性相关,因此键合过程中材料形成的凹杯或压痕也与弹性模量有关。对于各向异性材料,压缩模量能更好地反映柔软性,但拉伸模量通常是唯一可测量的模量特性。键合过程中,无支撑的焊盘和聚合物的总形变见图1,这种形变会吸收
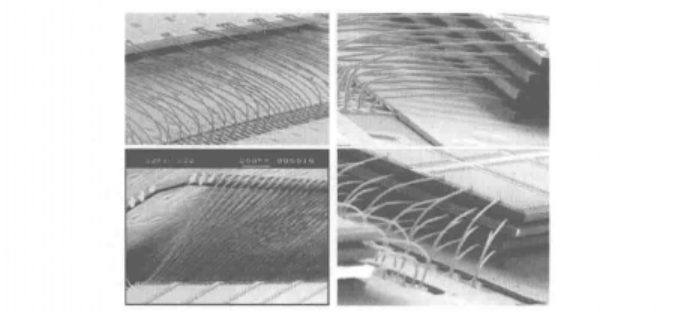
本文介绍了细节距键合的定义和可靠性与测试。 细节距球形键合 2008年生产的大多数器件的针脚数仍然很少(<100),用于这种球形键合的键合焊盘节距仍在80~100μm范围内。但是,目前制造的高端器件的主流节距为40μm,后面的图5给出了一个类似细节距球形键合的示例,而且35μm节距球形键合的器件在2008年就接近批量生产了。下图1给出了一个使用25μm线径Au丝在70μm节距上进行球形键合的
本文主要介绍了引线键合良率相关问题。 封装相关的键合良率问题 相关研究已系统探讨了不同封装类型对键合良率的影响,以及键合良率与引线框架夹持状态的依赖关系。研究发现,硬质陶瓷封装的键合效果最佳,而小尺寸封装的键合良率相对较差,核心原因可能是小尺寸封装难以实现稳定有效的夹持。引线框架与封装夹持状态会影响键合良率,这是行业内长期公认的结论,夹持不良的封装会通过共振(振动)导致超声能量无法集中在键合界面区
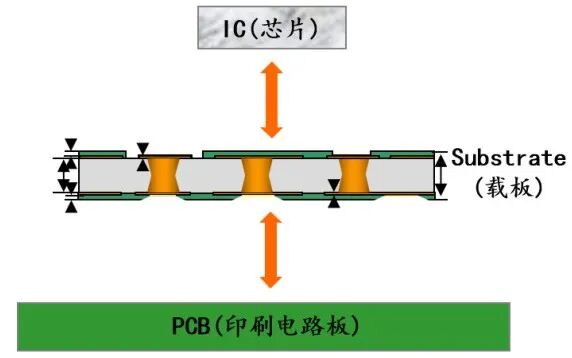
本次简单介绍芯片(IC)与封装载体(Substrate)与PCB之间最主流的几种互联方式。 正面(TOP面)连接:指芯片(IC)与封装载板(Substrate)之间的连接方式,位于整个载板的上层,是芯片内部信号与封装载体交互关键位置,用于将芯片功能引出。 背面(BOT面)连接:指封装载板(Substrate)与印刷电路板(PCB)之间的连接方式,位于载板的下层,是封装后的载板与外部电路系统对接的位