本文介绍了IC芯片中聚合物基板的键合效果优化。
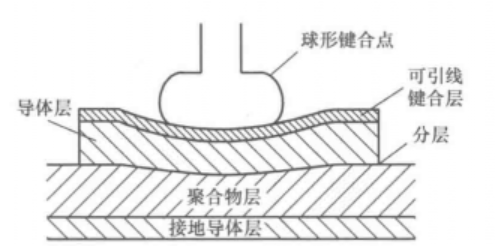
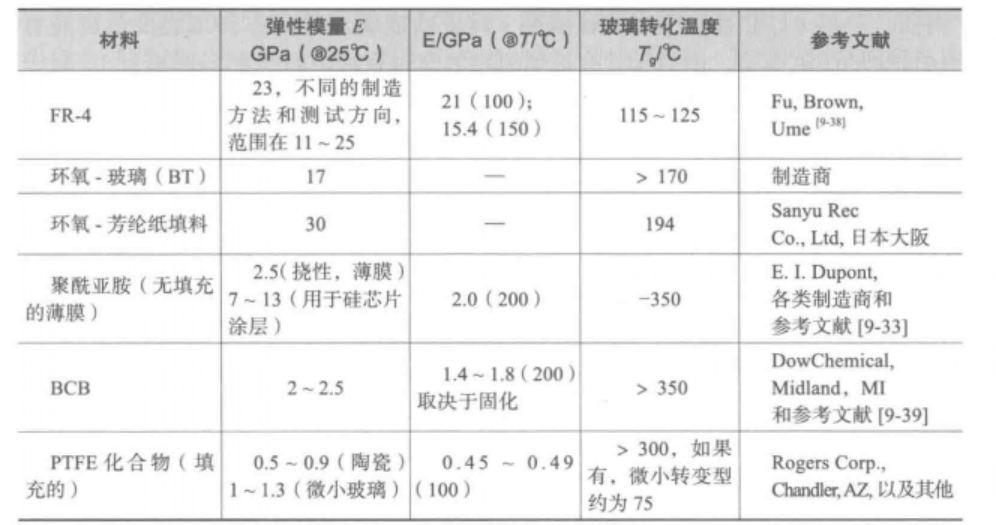
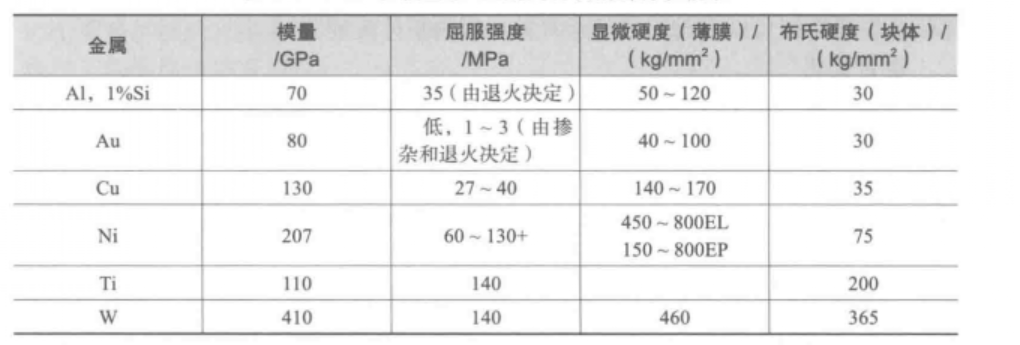
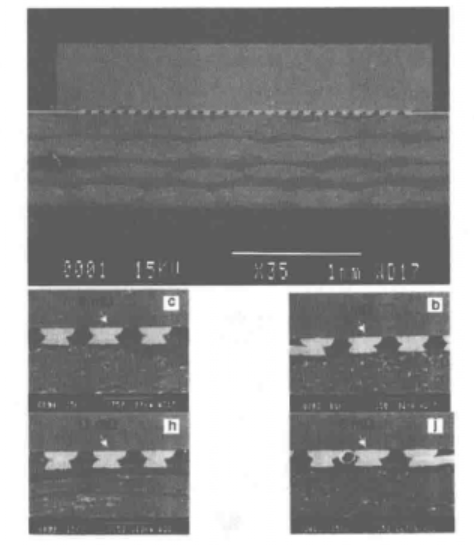
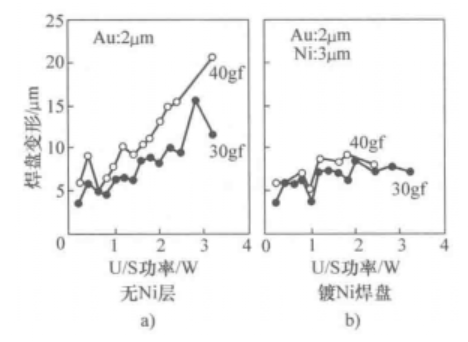
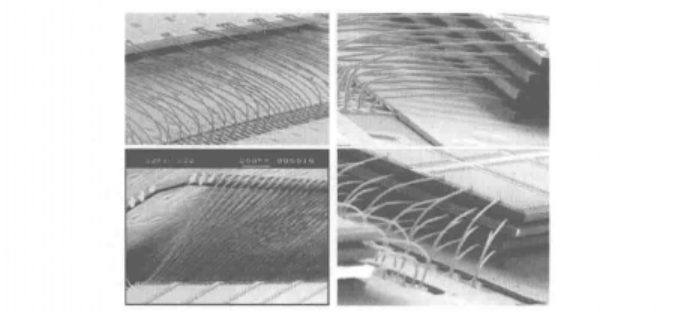
研究发现,在IC芯片上的有源区内进行热超声键合的最佳聚酰亚胺具有最高的弹性模量E,弹性模量即应力除以应变且需低于弹性极限。这一材料性能与聚合物的刚性相关,因此键合过程中材料形成的凹杯或压痕也与弹性模量有关。对于各向异性材料,压缩模量能更好地反映柔软性,但拉伸模量通常是唯一可测量的模量特性。键合过程中,无支撑的焊盘和聚合物的总形变见图1,这种形变会吸收相当多的超声能量,还可能导致键合焊盘金属与聚合物的分层或开裂。表1给出了几种聚合物基材的弹性模量数值,其范围为0.5~30GPa,较高的弹性模量来自较硬的材料,这类材料能为键合焊盘提供更好的支撑,从而预防键合过程中凹杯现象的发生。低模量的聚合物则需要更厚的硬金属层,例如4~12um的Ni层,同时还需更大面积的键合焊盘,以阻止其在键合载荷作用下沉入软聚合物中。为与聚合物进行对比,表2给出了常用作组合键合焊盘金属的材料性能。值得注意的是,Ti的模量过低,难以解释其在硅芯片聚酰亚胺上A1焊盘支撑方面的成功应用。不过屈服强度和硬度均能体现键合焊盘预防键合过程中塑性形变(凹杯)的能力,将屈服强度应用于有限元模型后,仿真结果与观察到的凹杯结果基本一致,具体见图1。
从表2中可明显看出,电镀和化学镀Ni层与Cu层的屈服强度和硬度均有较宽范围。因此对于给定的金属厚度,凹杯程度取决于所使用金属薄膜的特定属性,例如含1%~3%P的化学镀Ni层,其屈服强度远高于含8%~12%P的化学镀Ni层。超声能量对聚合物和金属层软化的定量作用目前仍是主要未知项,相关可用资料十分有限。Al、Cu和Au在超声能量作用下会显著软化,因此容易实现键合焊接;而Ni、Ti和W在常规超声键合能量密度下不会软化,可在键合过程中形成刚性良好的平台。Ni的屈服强度和硬度低于Ti和W,但高于Cu,因此需要更厚的Ni层才能使键合焊盘变硬,通常为3~8um,而Ti层或Ti-W层仅需0.3~0.5um即可。需要注意的是,细节距焊盘上过厚的镀Ni层可能产生结节或圆形键合表面,进而降低自动键合的良率。
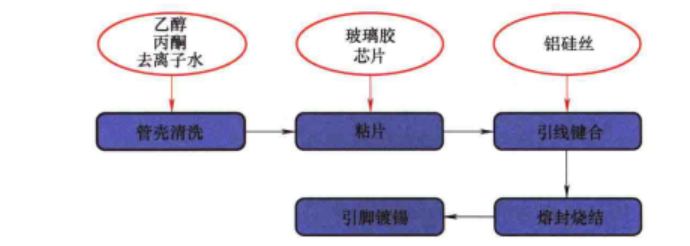
许多HPS基材具有各向异性(定向)特性,且其性能会随填料或层压类型变化,例如部分PTFE基板,含微粒填充(陶瓷或玻璃)时,23°C下的压缩模量约为1GPa,而含玻璃织物填充时,23°C下的压缩模量约为10GPa,这种含玻璃织物填充的PTFE基板更适合引线键合。在某些场景下,例如挠性PI和部分填充聚合物基板,金属膜层会通过不同的聚合物粘接到基板上,常用的粘合聚合物为丙烯酸,其T.约为45~55°C,且粘合层厚度可达25um左右。各类聚合物基胶水的热力学性能相对较低,不仅T.和熔点不高,模量也不足PI膜层的50%,这些性能会限制引线键合温度,还会影响其他键合特征,其影响程度不亚于基板本身的性能。此外,焊盘下方胶层中残留的微小气泡可能会抑制引线键合。通常聚合物基板的组装人员难以获得胶层的材料特性,购买基板时也往往不会考虑这些性能。虽然有高T.的胶水可供选择,但对于引线键合而言,直接键合的Cu层比通过聚合物胶水粘接到挠性基板上的Cu层效果更好。
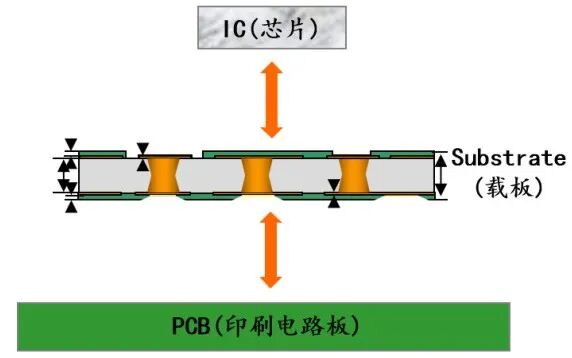
高温下进行TS键合时,需重点考虑基板的温度特性。当温度达到聚合物的T.时,材料模量会降低,整体变软,这会减小相对较软或较薄金属层焊盘的动态下沉阻力,进而影响键合效果。图2展示了最常用的PC板材料——低温FR-4在温度高于T.时的软化示例。其他环氧基板材虽无相应数据,但软化曲线形状应与之类似,且会随T.的提高向更高温度偏移。需要注意的是,FR-4板在150°C及以上时,模量约为15.5GPa,远高于PTFE板和挠性或沉积态膜层的PI。不过嵌入的玻璃纤维会限制模量曲线右侧的最低值,若没有玻璃纤维支撑,其模量仅为几GPa,典型PCB的横截面见图3。
目前需要一种更能反映键合焊盘凹杯阻力的测量方法。各向异性材料的压缩模量优于拉伸弹性模量,但即便如此也并非最佳测量方法。若小键合焊盘恰好位于玻璃纤维集束间的空隙区域,参考图3,当温度高于T.时,该区域的基板会局部变软,而常规的模量测量无法发现这一问题。更优的测量方法是,在给定力的作用下,记录球形探头在键合焊盘、胶膜层(若有)和聚合物基板上的凹陷深度,且需将凹陷深度作为温度的函数进行测量,这种方法比单独测量聚合物基板的模量更能反映与引线键合相关材料的整体性能。
键合优化
在聚合物基板上改善键合效果的另一种方法是使用更细线径的引线,例如18um线径相较于25um线径,若进行球形键合还可形成更小的焊球。这些改进能允许使用更低的键合参数(力/功率),从而减少动态凹杯现象,其他条件保持不变。若采用US A1楔形键合,使用更软的线材也能达到相同效果,25um线径的A1丝中,拉断力为12~14g的线材比16~18g的更软,同时选用更小线径的线材也可实现这一目标。一般来说,由于聚合物会发生软化,尤其是金属层下方有胶层的情况下,室温下采用A1丝进行楔形键合,比高温下采用金丝进行楔形或球形键合更为容易。此外,加热阶段将热量传导通过较厚的玻璃填充聚合物,并在特定区域获得均匀温度分布,过程既缓慢又困难。
不过在做出决策前,需考虑聚合物的特殊材料性能。通常在25°C时,无需特殊厚度或硬度的键合焊盘结构,即可在环氧层压基板(例如FR-4)上实现A1楔形键合。下沉问题与小焊盘键合相关,下沉过程会动态改变界面上的键合力,直至达到稳定状态,如前文所述,延迟施加US功率时间可改善这一问题,对于每种接近T.键合温度的基板,延迟时间需通过经验确定。
研究人员已将聚酰亚胺类型基板焊盘上的楔形键合参数,与陶瓷基板焊盘上的键合参数进行对比。若所有设备参数保持不变,与常规陶瓷基板键合相比,低模量基板上的键合拉力强度值更低。其他示例显示,在IC芯片PI上的A1焊盘进行球形键合时,即便焊盘下方有0.5um厚的Ti层,也需要更高的键合力,约为110gf,而常规陶瓷基板上仅需80gf。此外研究发现,90um厚PI上的Au/Cu焊盘(无硬Ni层),键合时间需350ms且需更大功率,而陶瓷基板上的键合时间仅需50ms。较长的键合时间可使大部分焊接发声延迟,直至下沉或载荷引发的凹杯现象稳定。若键合工具触地后,键合机无延迟施加US能量的调节时间,延长键合时间便是另一种可行选择。
在非常软的基板上实现大批量、高良率的引线键合,可能需要结合多种方法,包括使用高频能量、采用为键合优化的焊盘金属层(即软质可键合金层)、合理设置DOE-键合机参数、延迟施加US能量,以及键合前进行等离子体或UV-臭氧清洗。要实现这一目标,需充分理解所有常规键合的可靠性和良率相关问题。






评论区
登录后即可参与讨论
立即登录