本文主要介绍了引线键合良率相关问题。
封装相关的键合良率问题
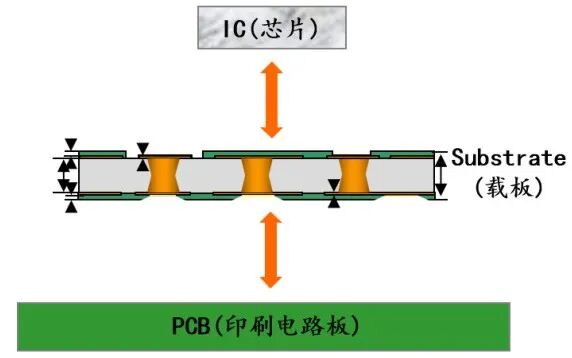
相关研究已系统探讨了不同封装类型对键合良率的影响,以及键合良率与引线框架夹持状态的依赖关系。研究发现,硬质陶瓷封装的键合效果最佳,而小尺寸封装的键合良率相对较差,核心原因可能是小尺寸封装难以实现稳定有效的夹持。引线框架与封装夹持状态会影响键合良率,这是行业内长期公认的结论,夹持不良的封装会通过共振(振动)导致超声能量无法集中在键合界面区域,进而造成超声能量耗散,其明显特征是样品/基板上的键合点出现极大的形变。陶瓷封装凭借其优异的刚性,相较于裸引线框架,通常能实现更高的键合良率。此外,薄型、小外形、细节距的引线框架,比大尺寸引线框架的键合良率更低。因此,封装类型与夹持方式的选择,对引线键合良率具有显著影响。
潜在的良率问题和解决方案
1. 引线线径公差
在ASTM F72-06标准中,25μm键合金丝的线径公差(ASTM允许公差为±3%,或最大线径波动控制在6%以内)会导致球形键合形成的焊球球径发生变动。如果线径稍微变大,则来自EFO的热能会更多地传导到熔融区域的外面,从而导致形成的焊球较小。对于典型25μm线径Au丝制成的无空气结焊球,其球径的最大尺寸偏差仅为5μm。然而,这些因素会与EFO引线键合机系统的其他变量共同作用,进一步扩大偏差范围。不同的焊球尺寸需要匹配不同的键合机最佳参数,这可能会在高良率区间内对键合良率产生影响。为了实现最高的键合良率(例如缺陷率<25ppm),引线线径的公差应严格控制在±(1%~2%)范围内。楔形键合用金丝的相似尺寸公差则不会影响键合效果,因为其热传导作用与球形键合存在本质差异(在设计的试验中,可通过改变EFO的参数设置,仿真模拟相同线径Au丝制成的焊球尺寸变化)。
在键合-夹持实验之前,将石松子粉末(或等效物)撒在封装体上,可以很容易地证明共振现象。夹持不良的封装体将在共振节点处发生粉末堆积,并出现最大的无粉末区域,这种共振模式在粗线径引线键合实验中非常明显(注意:这种非常细的粉末往往会覆盖满整个键合机的工作台面,所以应该小心处理这些粉末,这样的实验通常在手动键合机上实施)。所有这些粗引线的键合实验都会展现出一些共振现象,但仍然具有实际应用价值。
2. 探针留下的损伤
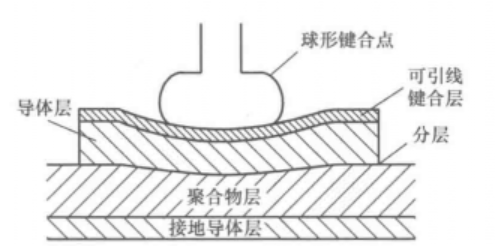
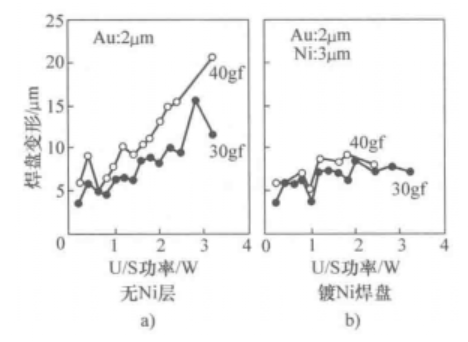
芯片封装过程中,晶圆测试环节无法避免在焊盘上留下探针损伤的痕迹。然而,如果观察到探针损伤痕迹且同步出现键合问题,这将成为拒收该批次晶圆的合理理由,这类探针测试痕迹仅在细节距场景下才会成为影响良率的关键问题。研究发现,对于60μm节距焊盘,仅当探针接触测试次数超过2次时,其表面的探针损伤才处于可接受范围,如图1所示。但焊盘节距越小,焊点拉脱失效的概率就越高。对于35μm节距焊盘,仅经过1次探针接触测试,由探针痕迹造成的脱焊(Non-Stick-on-Pads,NSOP)比例就高达84%。尽管已设计出多种特殊焊盘(例如硬化焊盘、层压焊盘和波纹焊盘等)以解决该问题,但多项研究表明,最实际有效的方法是将探针测试位置与键合区域错开。采用这种设计时,延伸出来的焊盘可与有源区重叠,该区域不会受到探针应力的损伤,且无需增大芯片尺寸,仅需采用不同的目视检验标准,可能需要对相关检验文件进行修改。此外,探针损伤的严重程度还与探针的材质、接触压力、测试次数密切相关,过粗的探针或过大的接触压力,即使仅单次测试,也可能造成焊盘金属层破损,进而导致键合时出现虚焊、脱焊等不良现象;而多次重复测试则会加剧焊盘损伤,进一步降低键合良率。在实际生产中,除了优化探针测试位置,还可通过选用硬度适中的探针、精准控制接触压力和测试次数,辅助降低探针损伤对键合良率的影响,同时配合严格的焊盘外观检测,及时筛选出存在严重探针损伤的晶圆,避免后续键合工序的无效投入。
其他影响器件良率的因素
1. 超声系统
在过去,引线键合机的超声系统普遍采用60kHz的超声能量,而从20世纪90年代开始,键合频率已提升至约120kHz。同期相关研究表明,通过提高超声频率可以有效改善键合良率,且该研究还提供了一组能够提升键合良率的新工艺参数。目前,自动键合机制造厂商已广泛采用高频超声系统,关于高频键合技术的详细内容,可参考相关技术文献及研究资料。
2. 引线偏移
引线偏移是指在转移模塑料过程中,键合线弧发生位移的现象,最坏的情况是相邻引线接触并产生短路。从技术层面来讲,引线偏移不属于引线键合工序的范畴,但会直接影响塑封器件的良率,因此在设计这类引线键合工艺时,必须充分考虑引线偏移的影响。
在模塑过程中,高温模塑料会产生足够的静压力,导致引线发生形变,有时还会将引线推向另一根引线,进而引发短路。其中,短路现象的发生概率较低,但线弧形变则较为常见。许多行业规范允许线弧存在高达5%(永久)的位移或形变,但这一数值仅为通用参考值,并不适用于塑封器件中长距离、细节距的引线。粗节距引线通常能够安全承受更大的位移,而引线线径越细、线弧越高越长,因引线偏移导致器件被拒收的概率就越高。细节距封装通常很少有扇出设计,且引脚数量较多,需要更长的引线,这使得即使在最小引线偏移的情况下,相邻引线发生短路的概率也会增大。此外,线弧形状也会影响短路发生的概率,区域阵列键合还可能带来其他更为复杂的问题。
引线偏移是一个多因素耦合的复杂问题,其影响因素包括引线线径、材料刚度(铜丝的刚度高于金丝)、线弧形状、引线相对于模塑料流动的方向(模具浇口的位置和尺寸)、芯片的高度和位置以及模具设计等。同时,它还受到模塑料化合物黏度及其他相关参数的影响。为了最大限度降低引线偏移的影响,许多实验采用X射线检测和/或去除模塑料的方法进行研究,目前的研究工作还包括利用有限元模拟,对模具、浇口及模塑料的流动进行设计与分析。需要注意的是,必须通过实验频繁估算热填充树脂的动态流动特性,未经实验验证的有限元分析结果可能存在偏差,无法保证准确性。引线偏移的建模通常采用大型通用FEA软件包,这类软件可用于引线偏移的设计与优化。






评论区
登录后即可参与讨论
立即登录