本文介绍了细节距键合的定义和可靠性与测试。
细节距球形键合
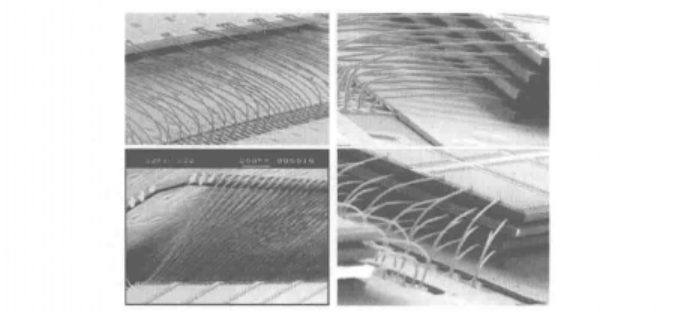
2008年生产的大多数器件的针脚数仍然很少(<100),用于这种球形键合的键合焊盘节距仍在80~100μm范围内。但是,目前制造的高端器件的主流节距为40μm,后面的图5给出了一个类似细节距球形键合的示例,而且35μm节距球形键合的器件在2008年就接近批量生产了。下图1给出了一个使用25μm线径Au丝在70μm节距上进行球形键合的示例,这种键合采用瓶颈瓷嘴以避免使相邻键合引线移动,这种瓷嘴参见图3。非常细节距与常规粗节距上的球形键合点间的差异在于键合焊球仅仅比引线大一点。
一些正在使用的引线线径仅为15μm,并且已经测试了12μm的引线。除非有一个解决该问题的方法,否则在塑封过程中,这些细引线将更易于导致引线偏移失效。随着时间的推移,绝缘引线、低黏度的模塑化合物、改进的模具浇口都可能会在一定程度上延长这一限制。实验中已实现了更细节距(<30μm)上的球形键合,但在具有这种节距的芯片可用之前还不会得到应用。
相关参数表给出了细节距球形键合的典型键合参数。从表中可以看出,70μm节距工艺使用的键合焊球尺寸约为47μm,小于引线线径的2倍。对于50μm节距,键合的焊球球径仅约为40μm,使用一个约12gf剪切力作用,焊球-剪切力约为7.5gf。在60μm以下节距,键合-拉力测试完全可以用于评估球形键合点的焊接强度,并且剪切测试仅用于参数设置的目的。这种观点是可取的,原因是细节距焊球的剪切测试是缓慢的、困难的,且是容易出错的。对于这种测试需要注意的是,为了保证Au-Al球形键合点的长期可靠性,键合剪切力的级别应该大于5.5gf/mil²。
细节距键合中的瓷嘴和劈刀
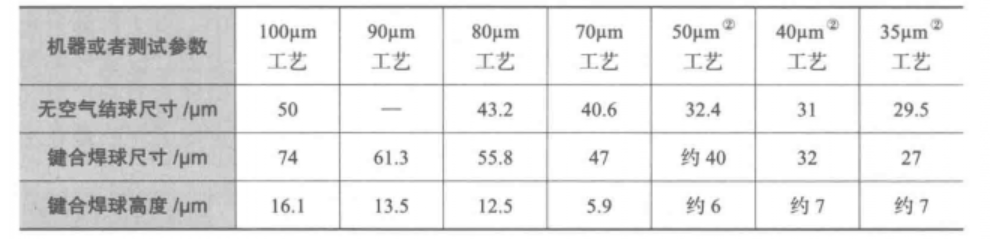
为了实现细节距键合所有工艺都必须发生改变,瓷嘴和劈刀工具也不例外。为了避免已经成形的线弧发生变形,工具的直径必须缩小。球形键合瓷嘴和楔形键合劈刀的示例如图2所示。注意,这些形状都是典型的,但作为示例,帽管(caps)可以是长的、细的锥形结构,而不是瓶颈形状。
细节距键合的可靠性和测试问题
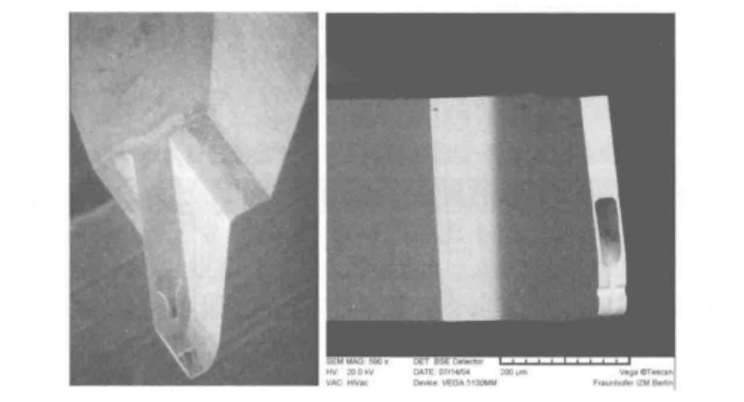
键合节距是两引线键合点中心的距离,这个空间的一部分必须用于焊盘间的隔断(绝缘)。因此,由于焊盘上重叠有钝化区而导致其上的可键合区域将进一步减小。对于极细节距的键合,人们担心键合机定位不准确导致键合在钝化区上。这个键合位置可能离焊盘不够远,无法拒收,但这可能会使钝化区产生裂纹,并且裂纹有时会扩展到焊盘外面。在密封的封装中没有相关报道表明这存在可靠性问题,主要关注的是在水汽渗透的塑封器件中的漏电路径会扩展。还有一些键合点与相邻焊盘或者球形键合点发生叠焊和短路。相关研究给出了几个47μm节距球形键合点中可能发生键合位置问题的示例,如图3所示,这些示例包括球形键合点向右偏移、球形键合点相互偏移、相邻焊盘短路三种可能发生短路的情况。一个解决办法是采用更细线径的引线(这将会产生更多的引线偏移问题),这种线径的引线会形成更小的焊球,并且还需要可实现更小位置偏差的新键合设备。最后,在长时间的热老化后,焊球通过了焊球-剪切的强度测试,达到了最低的行业标准值5.5gf/mil²。
1. 细节距球形键合点的新力学测试问题
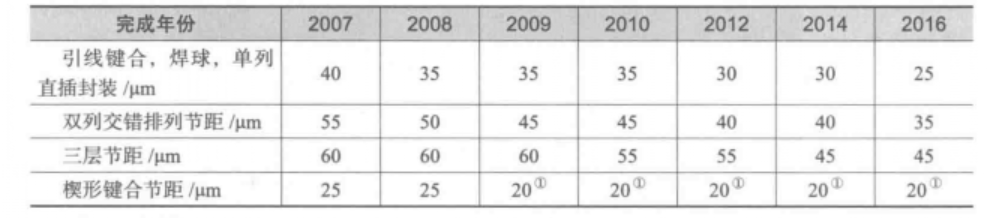
相关技术路线图中给出了对于特定年份引线键合节距的预测表。到2015年,球形键合节距将减少到最小值25μm,同时预计在2009年楔形键合节距将达到最小值(技术路线图的所有预测每年都要进行修改,并假定到那时在世界上某个地方将会有这种节距键合的大批量生产)。
节距的不断减小,可能会引起引线键合的问题或者改变制造和测试方式(如图4所示,该图显示了减少焊盘被撕起的预期几何形状(垂直)示例,右下图还展示了在拉力测试的过程中焊盘被撕起的示例)。对于极细节距的键合,拉力测试方法和剪切测试方法都会受到影响。
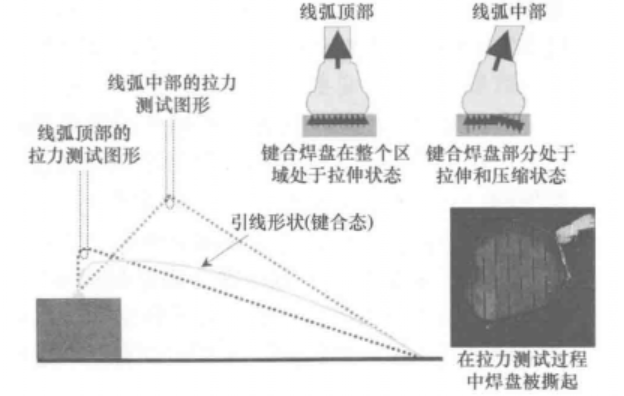
焊球-剪切测试在评估球形键合点的过程中是必不可少的,然而,随着节距减少到50μm以下,定位越来越小的剪切探头而不碰到相邻的球形键合点是非常困难的,因此会导致测试的数据不准确(准确定位探头需要花费更长的时间并需要具有更优的操作技能,在某种情况下,剪切测试甚至是不可能实现的)。相关研究首次在细节距球形键合中研究了采用拉力测试来替代剪切测试的方法。研究发现,在探针痕迹上进行细节距球形键合时,在常规中心拉拔位置处的拉伸应力非常大以至于导致焊球被拉脱剥离。从探针痕迹区开始就很难进行键合,作为一个应力集中源,在引线于热影响区断裂之前,焊球就被拉脱。这种拉升/剥离的测试形成的结果应谨慎进行解释,只有当焊球被拉脱并且检查显示形成的金属间化合物很少时,键合拉力测试才应该被认为是失效的。
这种测试大多数被用于铜/低介电常数(Cu/Lo-k)芯片中,此种芯片的焊盘或底层与焊盘间的粘附力常常较低,即使在没有探针痕迹应力集中的情况下,焊盘也可能在测试中发生被拉起或者撕起的现象。其他研究工作发现如果拉力角是垂直的,发生“被撕起”的现象将最小化,并且引线发生在常规HAZ区断裂的现象将增多。注意,“计划的”线弧顶部拉拔,仍然存在着一些剪切应力,由于角度不完全垂直偶尔也会发生撕裂现象。对于一些极细节距键合,如果拉力超过了常用(非Cu/Lo-k)结构中焊盘与SiO₂层间的拉伸粘附力,则会发生这种撕起问题。
与相对宽的节距键合相比,对于细节距键合的实现,几乎在任何方面都需要进行规划并且需要花费昂贵成本来实现。键合焊盘的形状、尺寸及位置必须与自动键合机和裸芯片粘接设备(拥有较好的定位精度和可重复性)相匹配,而且封装布线是特定的。对于纵向集成的公司,这在芯片设计的早期阶段就已经确定了。封装厂通常存在一些问题,但他们经常与高水平的芯片设计人员密切合作。最细节距的楔形键合是通过窄键合焊盘(矩形或平行四边形)来实现的,但这些都不适用于球形键合,即使有迫切的原因需要在后期实现。由于这些限制,这种焊盘的设计除了在纵向集成公司中以外并不常用,或者仅在使用移动探针测试细节距焊盘中作为辅助进行使用。自动楔形键合机的产能低于自动球形键合机(2~4根/s对比>10根/s),因此,楔形键合的成本要高于球形键合,楔形键合的数量只占键合总数的5%。
一些封装结构在垂直方向上有两个或者更多的键合焊盘。键合引线相互彼此交叉是有可能的,尤其是在封装拐角处的扇出键合。在一排引线间发生短路是可能发生的,并且有必要谨慎设计,控制键合线弧以满足最小间隙的要求。这即是一个高良率也是细节距键合的问题,针对这个目的设计了偏差分析的专用电子表格程序,包括键合线弧和引线间距预测,以及所有封装的偏差,一些现代自动键合机的软件就具有这种功能。然而,键合机的运行速度将越来越快,定位将越来越准确,键合线弧的控制越来越高,如果所有已键合的引线都是直接从芯片中连接出来的(没有扇出),则良率更高。这需要芯片和封装设计人员之间完全的配合协调。在细节距陶瓷封装中的直接键合经常会有两层或者更多层的键合,一些现代高密度SIP、MCM等封装的键合焊盘可以与芯片上的键合焊盘距离较近,这简化了键合并且提高了良率。
面阵列引线键合
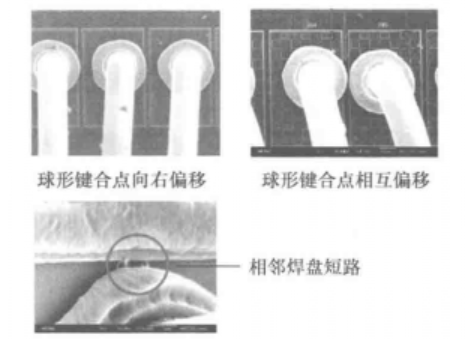
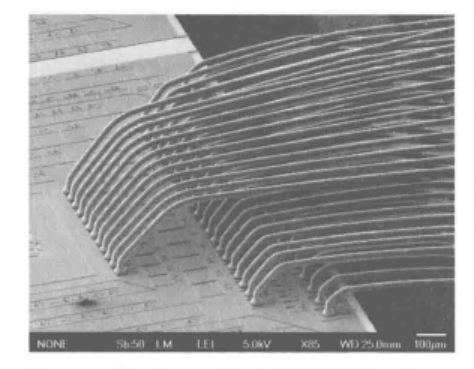
随着自动键合机能力的提升以及芯片中有更多的I/O,对于多引脚器件而言可能且必须提到面阵列引线键合的概念,这推动了引线键合技术各个方面极限的发展。这种键合机具备极其精确的细节距键合能力,长线弧且线弧有最小可能的凹陷。因此,在相同芯片区域里可以比面阵列倒装芯片有更多数量的引线键合I/O(串扰、电感等其他电气问题可以通过设计加以改善,但仍不会具有倒装芯片的高频性能)。图5所示为面阵列引线键合的一个示例图。






评论区
登录后即可参与讨论
立即登录