本文主要讲述软基材上的引线键合技术。
传统的厚膜混合电路使用陶瓷基板,键合焊盘直接在陶瓷基材上涂覆一层Au或者Ag(合金)厚膜层。与陶瓷封装上的键合相比,这不会引入更多特定问题。因此,采用最佳的冶金系统和键合程序,可以获得高良率(≤50ppm缺陷)。然而,其他塑料基材(PCB、BGA和SIP等)可能会引入重大的键合问题,这些基材是由常见的玻璃纤维或其他填料层压形成的环氧类聚合物,在其玻璃化转变温度之上可实现较好的键合。在某些情况下,在陶瓷或层压板基材表面沉积一层薄膜介质层和金属层(堆积层)可以改善高频信号特性;在其他情况下,可使用无层压的塑料基材(例如挠性基材)。一些复杂的IC芯片有多层聚合物-绝缘金属层或特殊的低介电常数介质,例如SiOC。如果把焊盘放置在这些聚合物上面,而非传统的Si/SiO₂上,其键合可与软基材上的键合相似。微波混合电路通常基于聚四氟乙烯(PTFE)“软”基材制造,这需要专业知识并对键合机进行特殊参数设置。这些塑料基材可以被层压或含有与PCB类似的填料,有些硬度较高且易于键合。下面将讨论软基材上引线键合的各项内容,包括聚合物和键合焊盘金属材料的性能、键合机要求,以及高时钟速率系统中引线键合的应用。重要的一点是,若期望在多层聚合物基板或其他软基板上进行引线键合,必须围绕该目标设计(聚合物和金属层)系统,否则引线键合良率可能无法接受,重新设计既耗时又成本高昂。
薄膜介质基板的键合
键合焊盘通常由镀Au的薄膜Cu或者Al组成,放置于相对较软的一层或多层聚酰亚胺(PI)或者其他塑料上。首批软基板是微波混合电路使用的层压或填充PTFE(软)基材,在PTFE上键合的首个解决方案是将镀厚Au的Cu盘钎焊到薄金属键合焊盘上,为键合形成刚性平台。对于软基板,大多数后续工作都遵循这一等效解决方案,尽管常常未被明确意识到。例如,使用Cu导体时,常采用Ni膜层作为表面镀Au层(用于实现高可键合性)和Cu层间的扩散阻挡层,以阻止Au-Cu间相互扩散。幸运的是,这种Ni层还可使键合焊盘变硬,改善可键合性。
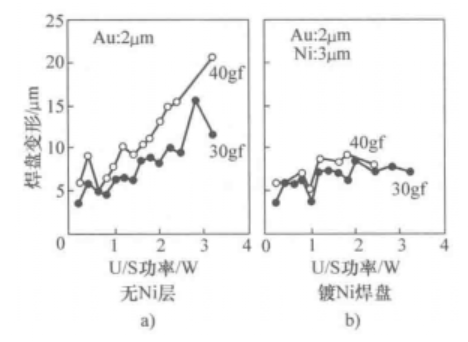
改善聚酰亚胺(PI)焊盘上热超声(TS)球形键合良率的其他方法是,在PI上的Al键合焊盘下方增加0.5um厚的硬Ti或Ti/W层(这种硬金属层长期以来一直用于Al和GaAs IC芯片焊盘下方,以防止产生弹坑)。此外,据报道,在相同键合机参数下,产生的焊球形变会更大,这是改善可键合性的正常现象,相关研究通过多种可靠性试验验证了键合质量的改善。如同PI涂覆的芯片一样,在薄膜高性能基板上,Ti、Cr等硬底层也用于提高Cu键合焊盘的硬度。这些硬金属层通常要求具有良好的粘附性,并对PI基材起到防腐蚀作用,但由于这些金属膜层存在损耗,针对高时钟速率系统的应用,膜层必须很薄(≤1000Å)。为改善镀Au的Cu键合焊盘,可在Cu焊盘上镀一层较厚的Ni层(3~8um),再镀一层厚1um的软质、可键合Au层。所有这些硬层都能减少焊盘在键合过程中的变形,从而提高键合良率。
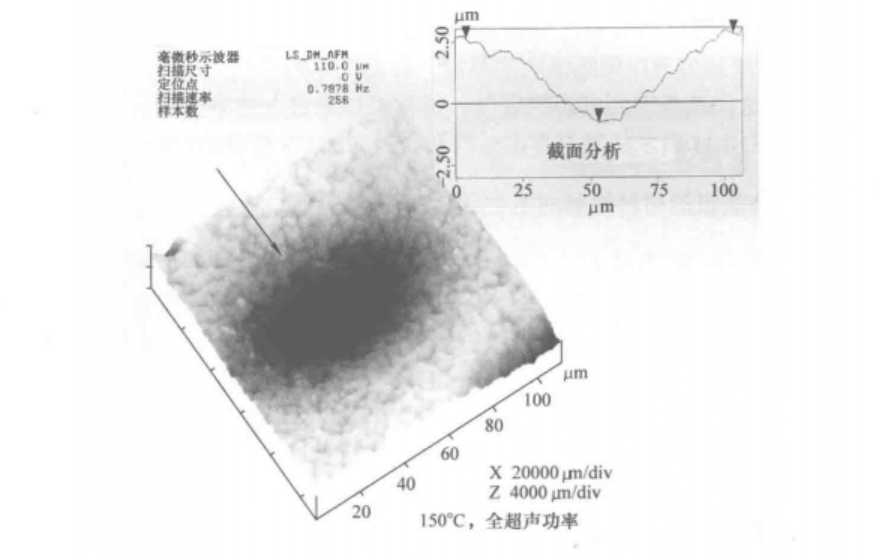
凹杯、弯曲、Cu丝痕迹凹陷、键合焊盘变形等现象在该领域已使用多年,相关研究用于测量这种效应对挠性聚酰亚胺PCB上键合焊盘的影响,实验使用线径35um镀Au的Cu丝楔形键合到18um厚Cu键合焊盘(上表面镀有2um厚Au层)上——由于镀Au的Cu丝比Au丝或Al丝硬很多,容易出现凹杯现象。键合过程中会留下明显的焊盘压痕(可通过轮廓仪测量),如图1所示,压痕深度取决于超声能量和键合力。研究还发现,键合焊盘区域越大,引线键合良率越高。事实上,Cu丝键合比常用的Au丝和Al丝更硬,其产生的压痕更明显,也更易于测量,而凹杯痕迹会导致键合良率下降。在Cu基和顶层可键合Au层中间电镀一层3um厚的Ni层后,凹杯现象减少,键合良率提升,可满足批量制造要求,图2举例说明了凹杯现象。
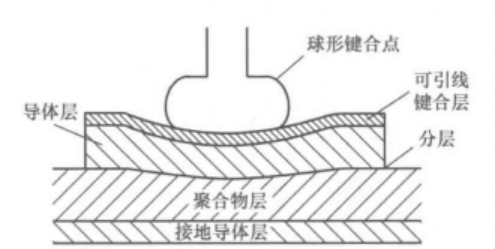
由于高垂直应力,金属焊盘的边缘可能与聚合物分层(开裂),这种情况下,增加一层粘附层(通常为Cr或Ti)可防止分层。过去,一些技术人员开发出一种室温下使用加热瓷嘴将Au丝超声键合到基板上的方法,并确定了相关键合参数,目的是最小化挠性PI薄膜的热软化,允许使用较低的键合力。这种组合有助于防止键合焊盘出现凹杯现象,但采用硬Ni层(Ni平台)是更优的解决方案。此外,加热瓷嘴在现代自动键合机中难以使用,因此,硬Ni层或键合焊盘的支撑结构已成为键合焊盘下方的必需结构。
如果键合焊盘的金属层具有刚性(例如,拥有足够硬的金属顶层或底层并覆盖大面积区域,可抑制下沉现象),那么玻璃层压基板在高于其玻璃化转变温度(T₉)下进行键合通常是可行的。由于足够的刚性可形成不产生凹杯的平台,即使降低键合温度(以降低聚合物软化程度),也不会对键合产生显著影响。然而,膨胀系数的变化会影响任何金属胶粘剂,在某些情况下还会将整个刚性键合焊盘弹性压缩到软塑料层中,因此不建议在高于基材T₉的温度下进行键合。
有研究人员推测,键合焊盘下方的软塑料层会吸收超声能量,从而降低引线键合良率,但这一推测从未得到证实。然而,如果硬金属层结构可将凹杯现象的可能性降至最低,那么即使在最软的基板(如PTFE和聚乙烯)上也可实现键合,这意味着凹杯结构(金属发生屈服)在消耗超声能量方面比软塑料更具负面影响(假设焊盘尺寸足够大,可防止焊盘在施加超声和键合过程中动态沉入软基板中)。此外,为获得最高键合良率,应延迟施加超声能量,直到所有机械凹杯现象和下沉都稳定后再进行。
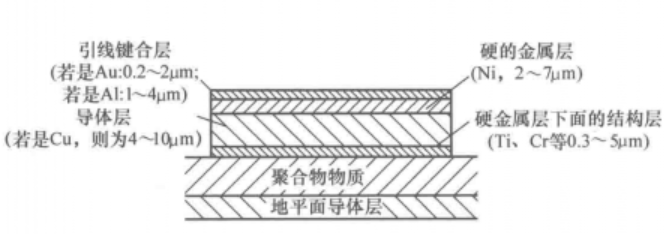
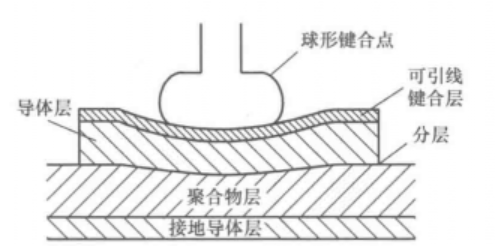
解决动态下沉和凹杯的设计方案是,直接在键合焊盘下方或金属层与聚合物之间增加一层硬金属(如Ti、Ti/W或Ni),这可减少或防止凹杯现象发生,并获得可靠的键合。图3所示为可实现上述效果的一种结构(包含所有变化形式)示例。
层压基板的键合
大多数层压基板(如塑封BGA、SiP等)的引线键合与PCB上的引线键合类似,层压基板通常由玻璃-环氧层压板制备而成。金属焊盘相对较厚,通常使用PCB行业常用的“盎司(oz)Cu”表示(“1oz Cu”即36um或1.4mil厚),层压板Cu导体最常用的厚度是18um(0.5oz)。环氧-玻璃纤维(也可能使用其他聚合物和纤维)基板在其玻璃化转变温度(T₉)以下时,硬度高且刚性大,在较低至中等温度下进行键合时,该技术几乎无问题。
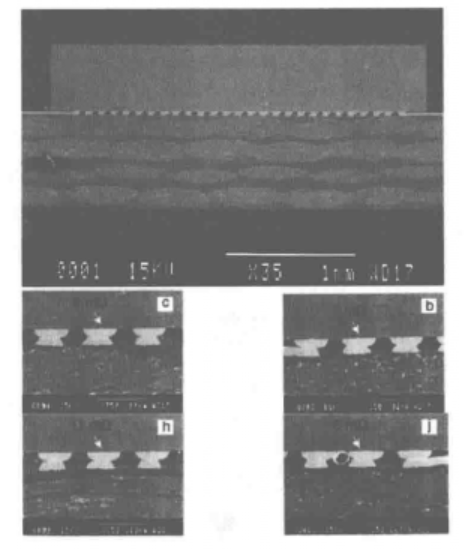
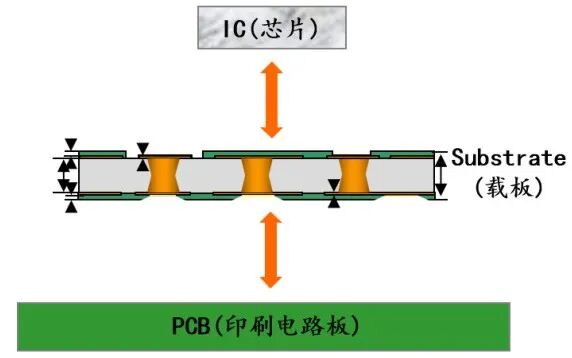
Al楔形键合在25°C下进行,且很少关注硬化键合焊盘问题(Cu焊盘下方有≤2um的Ni层),具有相似基板的板上COB器件已应用多年,手表模组就是采用该技术制备的。单层或多层基板上的BGA、SIP等结构内的引线键合技术也与之类似,这些类型的基板可同时采用Au-TS(在T₉以下,加热工作台上)和冷Al-US两种方法进行键合。图4所示为采用导电环氧树脂实现倒装芯片互连PCB的横截面示例,图中展示了多种玻璃纤维层压聚合物基板上的键合问题,该结构在某些键合焊盘下方的特定区域提供了一定支撑。需要指出的是,部分基板使用无纺布聚合物“纸”作为支撑,若其T₉较高(例如芳族聚酰胺),则可均匀支撑所有键合焊盘,甚至在高于环氧树脂板T₉的温度下也能实现。
在某些情况下,键合过程中,聚合物(温度高于T₉或由于施加超声)可能变得非常软,导致整个刚性键合焊盘下沉到软塑料中。瓷嘴(工具)下降后的最初几毫秒内,键合焊盘发生动态下沉(通常在施加超声能量期间),会改变(降低)有效键合力,进而导致键合质量/良率下降。在高于T₉的温度下首次观察到聚合物基板上的键合,但在室温下,低模量基板上也可实现键合。
增层
增层是未添加任何增强玻璃纤维的纯聚合物(通常为环氧树脂)膜层(见图4),它们被沉积在常规PCB的顶层,顶层上设有薄的、细线条的金属层。随后可使用激光钻孔,实现层间的细孔连接。这种细孔/金属线允许在使用常规低频板/基板的情况下,实现更高频率的应用。通常,多种此类层板组合可满足高密度、高频系统对低成本的需求,因此该技术常应用于移动电话板和高密度/高频系统中。
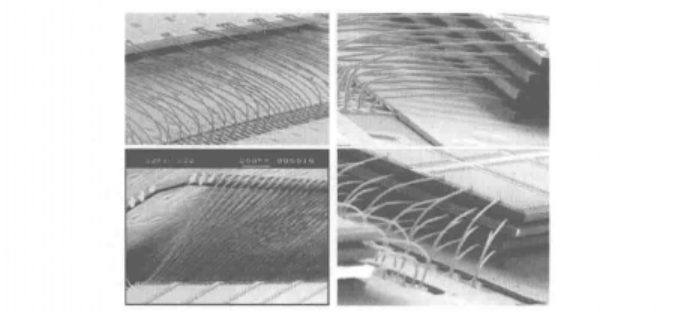
如果增层或基板的T₉接近键合温度,引线键合(非倒装芯片)会导致下沉和低良率。图5所示为在镀Au增层上Au楔形键合过程中出现动态下沉的示例。瓷嘴(工具)下降后的首个10~100ms内,动态的键合焊盘下沉会改变(降低)焊盘上的有效键合力,这种下沉发生在常规施加US能量和键合焊点形成期间(最佳延迟时间通过实验确定)。这种动态变化的键合力需要更多的US能量,否则无法完成键合,解决方法是推迟施加超声能量的时间。
因此,生产中不建议在接近或高于基板或增层T₉的温度下进行键合,除非键合焊盘既刚硬又面积大,足以防止下沉,或者(通过实验确定)延迟施加US能量的时间,直到动态下沉过程稳定。这种延迟的作用已被多次非正式验证。如果键合焊盘较小,PTFE、PI等其他软基材在室温下也会出现下沉现象,类似的延迟通常能改善键合效果。
一般来说,带有裸芯片(COB)的大型PCB(通常由FR-4制成,T₉约为120°C)通常采用冷US方法进行Al丝键合,以防止基板发生热弯曲和因超过材料T₉而软化。在适当温度(≤110°C)下进行TS键合通常是可行的,使用加热劈刀工具也有帮助。具有较高T₉(170~190°C)特殊树脂的PBGA等类似基板,可允许使用更高温度进行热超声键合(以及钎焊)。
如果这些基材被加工成大型面板,需要特殊的基板夹具(通常由真空辅助)将结构牢固固定在工作台上,这在设计上可能是一项挑战。即使是小型、薄层压板模块基板,也必须牢固夹持,以避免TS键合过程中发生翘曲,从而降低键合良率。不过,在某些情况下,真空压持已被证明足以夹持单个BGA尺寸的基板。PCB/BGA基板越厚,特殊夹持工装的重要性就越低。在一个小型、28mm²、1mm厚的玻璃纤维增强型BT-树脂模块的两侧,已在无支撑的中心成功实现热超声键合。当这类基板遇到键合问题时,通常可通过上述方法解决,必要时可采用相关键合焊盘结构和延迟施加US能量的时间。
不代表中国科学院半导体所立场
责编:猫薄荷






评论区
登录后即可参与讨论
立即登录