本文介绍了黑瓷封装工艺及失效模式。
黑瓷封装工艺
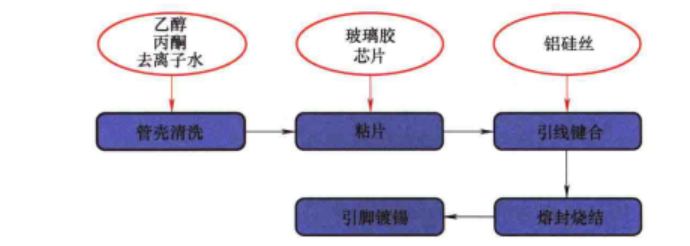
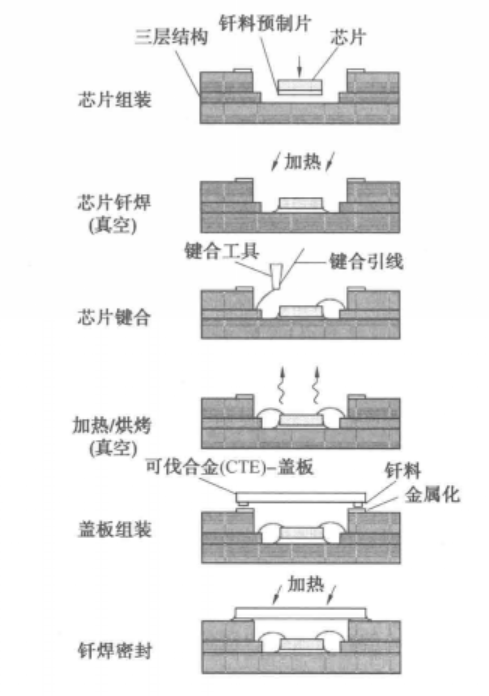
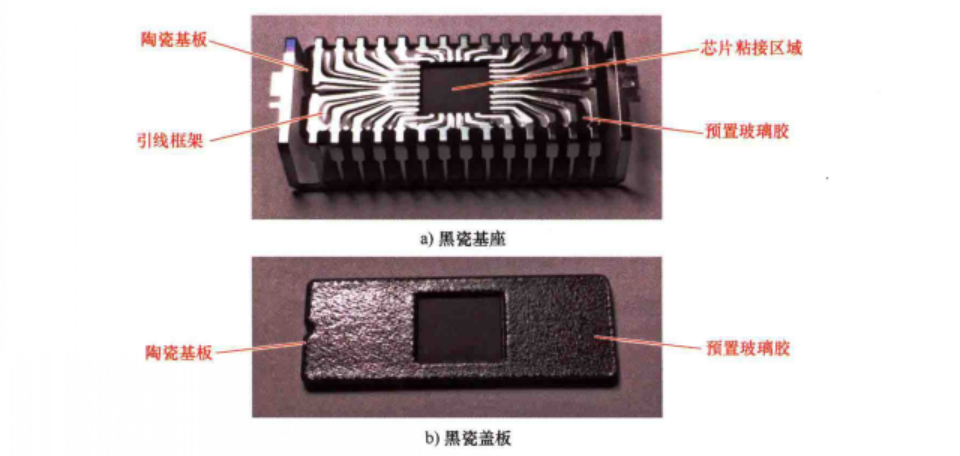
黑瓷封装工艺流程如图1所示,使用能耐受420°C以上的以玻璃粉为主要成分的胶黏剂烧结粘片,然后完成引线键合,再将黑瓷基座倒扣在黑瓷盖板上,经烘烤除去水分,最后烧结、降温冷却完成玻璃熔封。
管壳清洗
黑瓷外壳在组装之前,应先用丙酮超声清洗3~5min,再用乙醇超声清洗3~5min,用去离子水漂洗并用乙醇脱水,最后烘干,以清除包装、运输过程中粘染的污物。
粘片
粘片材料可以是高温胶、合金片,也可以是玻璃银胶等,在高可靠电路中,往往在陶瓷基座的粘片区域做沉金处理。研究人员认为,如何使粘片动作完成而又不引起框架的形变,是这一过程要解决的核心问题,并要采用极短的时间完成粘片过程。另有研究人员使用了比熔封烧结温度更高的粘片温度和更慢的升温速率,以充分排除玻璃胶中的水汽,提出使用掺入低温玻璃粉和乙二醇乙醚的CB813导电胶来完成粘片,配合密封前预烘工艺将树脂聚合物中的有机载体完全分解、烧尽。
引线键合
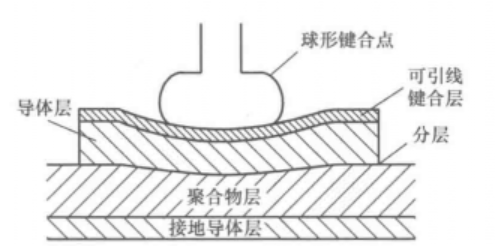
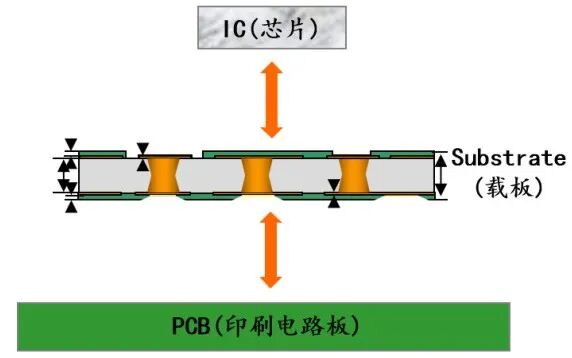
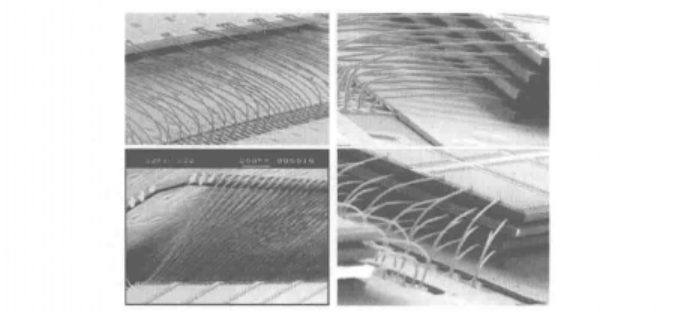
采用铝硅丝完成引线键合的黑瓷封装,可以在芯片、键合引线和引线框架上形成铝体系的键合系统,避免了金铝键合的柯肯达尔效应。键合引线弧度不宜过高。
熔封烧结
将黑瓷盖板与黑瓷基座叠装在夹具中完成熔封烧结,熔封烧结过程分为预热软化、恒温烧结、降温冷却三个阶段,夹具应具有高温环境下不变形的特性。
普遍认为在400~460°C的峰值温度下回流,玻璃即可实现良好的密封。温度过高、速度过慢会造成焊料过溢,变色并有爬盖的现象出现,内部的蜂窝也会有所增加,影响了封装后的扭矩。温度过低,玻璃焊料在没完全流淌前就开始冷却降温,造成熔封不良,出现黑色的瑕疵。研究表明,KC-402玻璃在430°C峰值温度持续8.5min即可形成良好封接,KC-700玻璃在同样的峰值温度持续10min,可以获得更高的成品率。
烧结时选择的保护气氛有所不同。部分研究人员指出,熔封过程中,铁镍合金引线表面生长一层薄氧化膜,会使玻璃与引线框架之间良好结合,因此熔封气氛可以是干燥空气或通入氮气。另有研究人员采用了先抽真空,再充氮气的方法,并提到了引线上的氧化膜对后续镀锡质量会有影响。
引脚镀锡
(1)电镀:引脚镀锡分为镀前清洗、电镀和镀后处理三部分。
(2)蘸锡:蘸锡工艺获得的锡层更加稳定、均匀,且不易引起引脚跨接。可用硫酸溶液去除铁镍合金引线上的氧化物。在蘸锡之前,应对黑瓷外壳进行预热,达到与锡锅相近的温度,防止玻璃在剧烈的温差中损伤。基于蘸锡工艺能够制备更厚的锡层,符合高可靠电路的可靠性要求。
典型失效模式
黑瓷封装的可靠性
从可靠性上看,黑瓷封装属于气密封装,但在实际使用中发现,黑瓷封装气密性是低于陶瓷封装的。从成本上看,黑瓷封装的成本也低于陶瓷封装。
水汽含量超标
玻璃外壳本身的密封玻璃为多孔材料,极易吸收水分,如果密封过程中去水汽处理不充分,密封后水汽含量常超过GJB548B一2005要求的5000ppm极限。研究表明,对CerQFP64封装形式集成电路采用350°C、0.5h高温烘焙(接近玻璃材料的软化温度350°C),可以有效将水汽含量控制在2000ppm以内水平。
此外,由于检测水汽时,需先打薄黑瓷盖板,然后在打薄位置穿孔和检测,这一过程控制不当会造成盖板裂纹、漏气,干扰检测结果。引线框架与玻璃之间结合处是熔封后水汽侵入的主要途径。
引脚镀锡后跨接
引脚镀锡后跨接,会引起外壳引线间绝缘性下降。
采用SnS04-H2S04体系的酸性光亮镀锡工艺,镀液经常出现浑浊,光亮剂添加比例不易掌握,镀液有机分解物多,从而使镀层夹杂有机物增多、结晶不致密、易造成连锡跨接。他们提出采用新的SNR-TNR-PNR酸性光亮镀锡工艺,并在镀液中加入硫酸高铈使镀层更加致密光亮,镀液的稳定性也得到提高;同时,改滚镀为挂镀,提高外观质量及厚度均匀性,及时维护镀液,解决了引脚镀锡后跨接的问题。
有研究人员为了避免小节距黑瓷外壳在镀锡时产生引脚跨接引起相邻引脚之间的绝缘电阻下降甚至短路问题,提出引脚部分镀金。具体来说,采取在需要与玻璃封接的引线部分不镀金,引线其他部分镀金的措施,这样就保留了4J42引线框架烧结后形成氧化膜与玻璃浸润良好的特性,从而既保证了密封性又防止镀锡引起的引脚跨接问题。
气密性差
气密性和气密可靠性对产品的可靠性和长期寿命至关重要。研究表明,气密性缺陷主要来源于以下四个方面:
1) 玻璃封接层流淌不均匀形成孔隙。
2) 玻璃缺陷或热应力引起裂纹。
3) 预烧工艺不当或污染产生气泡。
4) 熔封工艺曲线不当,浸润不充分。
在熔封时,玻璃焊料内外如果形成气压差,气流就会对密封区域产生冲击,在玻璃最薄弱处先形成微孔洞。
熔封强度低
玻璃部分熔封强度对确保封装可靠性来说是极其重要。标准GJB548B一2005的方法2024玻璃熔封盖板的扭矩试验中,规定了一种确定玻璃熔封的微电子器件的封装剪切强度破坏性试验方法。试验时,固定器件基座,将扭矩加在器件盖板上。在扭矩值低于规定值时,若密封层发生分裂、破裂,则器件就定为失效。
玻璃的强度以弯曲强度计算数值相当高,约为400kg/cm²。研究人员在研究晶圆级玻璃封装时提出在空气、氮气和真空中玻璃熔封的剪切力大小基本一致。熔封后玻璃内部存在气泡,是熔封强度低的主要原因之一。
玻璃裂纹
研究人员研究发现,玻璃材料受到异常应力时较易出现损伤,在装配成组件后,带有引脚涂覆的电路在温度循环试验后,玻璃材料出现裂纹。这是由于玻璃材料与陶瓷管壳的膨胀系数不同,温度循环过程中过厚的涂覆层会对陶瓷管壳产生较大的热应力。
国产黑瓷外壳新机遇
在诸多因素影响下,集成电路国产化进程再次加速。国产化趋势不可逆,这不仅体现在芯片设计、IC制造和封测设备方面,电子封装原材料也是其中的重要环节。近几年,国产外壳、键合丝、焊片的技术水平稳步提升,在国产元器件上的应用逐年增多。我国电子陶瓷产业起步较晚,但发展迅速,部分产品已达国际先进水平,市场占有率也在逐年增加。近几年国产黑瓷外壳销售额增长速度很快。如何进一步突破材料固有技术瓶颈,降低制造成本,提高行业竞争力,紧抓国产化大趋势,是黑瓷外壳和玻璃熔封的新机遇。





评论区
登录后即可参与讨论
立即登录