本文介绍了在前段、中段、后段中分别用到的量测技术。
一、前段(FEOL)量检测技术
前端制程(Front End of Line, FEOL)是集成电路制造中形成晶体管等核心有源器件的阶段。在这一纳米尺度的精密制造过程中,量检测技术如同“制程之眼”,通过实时、在线的监控与测量,确保每一道工艺参数都严格控制在设计窗口内,是保障芯片性能、成品率和可靠性的基石。
核心量检测项目分类
FEOL的量检测任务主要分为确保工艺参数精确的量测和发现随机缺陷的检测两大类。
1. 关键量测项目
-
薄膜厚度测量:监控晶圆表面沉积的各类介质(如氧化层、氮化物)、半导体及金属薄膜的厚度、折射率、均匀性等。这是控制器件电学特性的基础。
-
关键尺寸测量:精确测量晶体管栅极线宽、沟槽宽度等最细微结构的几何尺寸,包括线宽、深度、侧壁角度等三维轮廓。这些尺寸直接决定晶体管的开关速度与功耗。
-
套刻精度测量:测量光刻工艺中,连续两层电路图形之间的对准误差。纳米级的错位就可能导致电路功能失效。
-
三维形貌量测:测量晶圆表面粗糙度、台阶高度、全局平整度等,例如化学机械抛光后的表面状况。
-
电性参数测量:如使用四探针法测量掺杂层的薄层电阻,间接监控掺杂浓度。
2. 关键检测项目
-
无图形晶圆缺陷检测:在加工开始前,检查裸硅片或空白薄膜上的颗粒污染、原生缺陷、划痕,确保基底洁净。
-
有图形晶圆缺陷检测:在形成电路图案后,检测断线、桥接、图形形变、残留物等图案缺陷。
-
掩模版检测:在光刻的源头检测光掩模上的缺陷,防止缺陷被复制到所有芯片上。
主流技术与其物理原理
FEOL量检测主要依托光学、电子束和X射线三大物理原理,它们在不同场景下互补。
1. 光学技术(主流)
光学技术以其非接触、速度快的特点,成为在线量产监控的绝对主力。
-
干涉原理:用于薄膜厚度测量。当光在薄膜上下表面反射后发生干涉,通过分析反射光谱的干涉条纹或使用椭圆偏振法测量反射光的相位差,可高精度计算膜厚和折射率。
-
散射与衍射原理:(1)缺陷检测:暗场检测利用倾斜入射光照射表面,缺陷(如颗粒)会产生散射光被探测器捕获,从而“点亮”缺陷,适用于无图形检测。(2)关键尺寸量测:光学散射测量将光照射到周期性结构上,通过分析产生的衍射光谱,反演出结构的三维轮廓参数(线宽、侧壁角等)。
-
反射与成像原理:明场检测通过垂直照射并比较反射光图像来发现图形缺陷;套刻测量则利用对准标记的图像或衍射信号计算层间偏移。
2. 电子束技术(高精度)
电子束技术凭借极高的分辨率,扮演着高精度复核和攻克难点的角色。
- SEM成像原理:高能电子束在样品表面扫描,激发二次电子和背散射电子。(1)关键尺寸扫描电镜:使用低能电子束对图形进行高分辨率成像,通过图像分析实现亚纳米级的线宽测量,被视为尺寸量测的“黄金标准”。(2)缺陷复查与电子束检测:对光学检出的可疑缺陷进行高分辨率成像确认,或直接进行大面积扫描以发现光学无法检测的极细微电性缺陷。其分辨率可达亚纳米级,但对样品可能造成损伤且速度较慢。
3. X射线等技术(特定应用)
-
X射线技术:利用X射线的衍射、散射或荧光效应,用于分析晶体结构、测量特定金属膜厚或进行内部缺陷检测。
-
原子力显微镜:通过测量探针与样品表面原子间的作用力,获得原子级分辨率的三维形貌,主要用于超高精度标定与校准。
在工艺流程中的关键作用节点
FEOL量检测深度嵌入制造循环的每一个关键步骤之后,形成实时监控闭环。
1. 晶圆入场:首先进行无图形缺陷检测,确保“画布”洁净。
2. 光刻-显影后:在昂贵的刻蚀步骤前,进行关键尺寸量测和套刻测量,验证光刻图形质量与对准精度。
3. 刻蚀后:使用光学散射测量验证刻蚀图形的三维形貌,并进行有图形缺陷检测,拦截桥连、开路等缺陷。
4. 薄膜沉积后:立即使用椭偏仪等设备测量新沉积薄膜的厚度、折射率与均匀性。
5. 化学机械抛光后:测量表面全局平整度,并检测是否引入了新的划伤或颗粒。
6. 每一层光刻对准前:持续进行套刻精度测量,确保像建造摩天大楼一样,每一层电路都能精确叠加互联。
其核心作用可归结为:过程控制与质量验证、缺陷拦截与良率守护、工艺窗口稳定与反馈优化。对于超过500道工序的先进制程,唯有通过每一节点严苛的量检测,才能使最终芯片良率超过95%。
主流设备与高度集中的市场格局
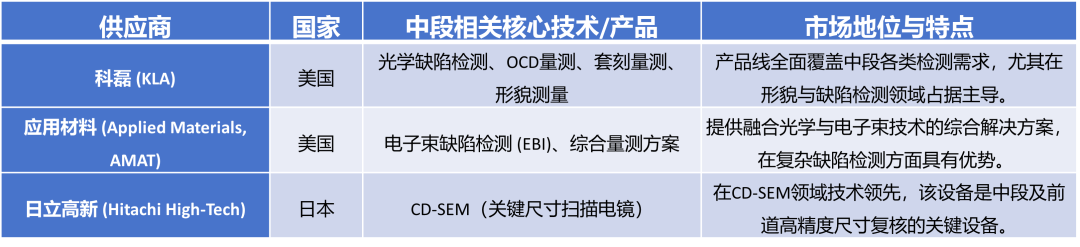
1. 主流设备类型与代表供应商

2. 市场格局:寡头垄断
-
绝对龙头:美国科磊是无可争议的领导者,全球市场份额超过50%,并在无图形晶圆检测(78%)、有图形晶圆检测(72%)等多个细分领域占据垄断地位。
-
核心玩家:美国应用材料(约11.5%)和日本日立高新(约8.9%)紧随其后,分别在其优势领域(综合检测方案、CD-SEM)保持强大竞争力。
-
细分强者:荷兰阿斯麦凭借其在光刻领域的绝对优势,在电子束检测设备和与光刻机配套的套刻量测领域举足轻重。
二、中段(MOL)量检测技术综述
中段(Middle of Line, MOL)制造是连接前道晶体管与后道金属互连的“工艺桥梁”,其核心任务是形成首次垂直互联结构(接触孔/通孔)与水平互联线路(金属线)。这一环节引入的三维结构、新材料及更高深宽比,对量检测提出了精准监控套刻对准与三维形貌的特有需求。
技术作用与工艺定位
中段量检测紧密嵌入关键工艺节点,其作用是确保互连结构“做得对”且“连得准”:
1. 接触孔/通孔形成后:立即执行套刻精度量测,确保孔洞与下层的晶体管源、漏、栅极端子精确对准,任何纳米级偏差都可能导致连接失效。同时,进行三维形貌量测,验证刻蚀深度、侧壁角度及关键尺寸(CD)符合设计,为后续金属填充奠定基础。
2. 金属互连层化学机械抛光(CMP)后:重点进行表面高度均匀性检测与缺陷检测。CMP工艺可能引入碟形凹陷、侵蚀、残留颗粒或划伤,这些缺陷会直接影响多层互连的平整度,进而导致上层图形失真或电性短路。
3. 先进封装技术如硅通孔(TSV)、重布线层(RDL)工艺中:量检测技术(如X射线)用于内部焊点对准、空洞缺陷的无损探查;光学技术则用于测量凸点高度、尺寸及共面性。
核心检测项目:聚焦“连接”与“形貌”
-
套刻精度量测(Overlay Metrology):这是中段工艺的生命线。它监控接触孔/通孔图形与底层器件图形之间的层间对准偏差,是防止电路短路或断路的最直接保障。
-
三维形貌量测:涵盖多个维度。
关键尺寸(CD):精确测量接触孔/通孔的直径、深度(刻蚀深度),以及金属互连线的线宽。这些尺寸直接决定接触电阻和线路电阻。
侧壁角度与轮廓:控制刻蚀后孔洞或线条的侧壁形状,影响金属填充的完整性与均匀性。
高度/厚度均匀性:在金属沉积与CMP后,检测整个晶圆表面金属层或介质层的厚度分布,确保全局平整度。
-
缺陷检测:针对工艺中可能产生的颗粒污染、图形异常(如桥连、开路)、划痕等进行筛查与拦截。
物理原理与主流设备类型
为应对上述检测需求,中段融合了多种物理原理的检测技术,形成互补体系:
1. 光学技术(主导地位)
光学关键尺寸量测(OCD):利用衍射原理,通过分析周期性结构(如接触孔阵列)对入射光的衍射光谱,结合建模反演出结构的三维形貌信息(CD、深度、侧壁角)。这是中段形貌监控的核心光学手段。
椭圆偏振术:基于偏振光干涉原理,通过分析光在薄膜表面反射后的偏振态变化,高精度测量超薄膜的厚度与折射率,适用于介质层监控。
光学套刻量测:通过成像或衍射技术,精确计算两层对准标记之间的偏移量。
2. X射线技术(特定应用)
X射线荧光光谱法(XRF):基于X射线激发原理。入射X射线激发样品原子,使其发射出元素特有的特征X射线,其强度与元素含量(厚度)成正比。该技术非接触、穿透性强,特别适用于金属膜(如铜、铝互连层)的厚度与成分分析,以及对不透明膜下的结构进行探测。
X射线衍射(XRD):基于布拉格衍射原理,用于分析互连结构中金属材料的晶体结构、应力状态及晶格缺陷。
3. 四探针电阻法(电性监控)
原理:基于欧姆定律。四根探针接触晶圆表面金属层,外侧探针注入恒定电流,内侧探针测量产生的电压降,从而计算出该区域的薄层电阻。这是评估金属互连线电学性能和质量的直接手段。
4. 电子束技术(高精度复核)
关键尺寸扫描电子显微镜(CD-SEM):利用高能电子束扫描成像,提供亚纳米级分辨率的表面形貌图像,作为尺寸测量的“黄金标准”,用于对光学OCD结果进行高精度仲裁与验证。
市场格局与主要设备供应商
中段量检测设备市场延续了行业高度集中的格局,主流设备供应商与前段高度重叠,前三名供应商合计占据全球约75%的市场份额。
其他重要参与者:ASML在套刻量测领域凭借与光刻机的协同优势占据重要地位;新星测量(Nova)等在OCD细分设备市场表现出色。
综上所述,中段量检测是保障芯片内部“布线”准确性与可靠性的核心环节。它依托于成熟的光学、电子束和X射线技术体系,在KLA、应用材料、日立高新等寡头供应商的设备支撑下,通过对套刻精度和三维形貌的纳米级全域监控,确保数以亿计的垂直与水平互连接点完美成型,为后段(BEOL)更复杂的多层互连奠定坚实基础。
三、后段(BEOL)量检测技术综述
在完成前段(FEOL)核心器件与中段(MOL)初始互连的制造后,集成电路工艺进入后段(BEOL, Back End Of Line)制程。此阶段的核心任务是构建多层金属互连网络,将数以亿计的晶体管连接成完整的电路功能块,并最终交付至封装环节。因此,BEOL的量检测重心从前段的离散结构转向了密集的层间互连完整性、多层薄膜质量以及最终芯片的电学性能,其检测时效性直接影响封装成本与最终良率。
BEOL关键量检测项目全景
BEOL的检测需求围绕互连结构、介质材料及最终芯片功能展开,具体可分为三大类:
1. 多层金属互连与铜互连工艺控制
-
三维形貌与关键尺寸量测:这是BEOL工艺控制的核心。测量对象包括凸点(Bump)、铜柱(Copper-Pillar)、硅通孔(TSV)及其再布线层(RDL) 的形状、高度一致性、间距以及是否有缺损或异物残留。同时,对互连导线的线宽(CD)、高度、侧壁角度进行精确监控,确保电信号传输的稳定性与工艺窗口。
-
套刻精度量测:持续监控不同金属互连层之间的图形对准精度。任何微小的层间偏移都可能导致上下层金属线错位,引发电路开路或短路,是决定多层互连成败的关键参数。
-
缺陷检测:重点侦测金属线间的桥连(短路)、开路、空洞(Via Void)、CMP工艺后的碟形凹陷与侵蚀等互连层特有的缺陷。
2. Low-k介质等薄膜质量控制
- 薄膜厚度与特性量测:随着技术节点微缩,为降低互连电容与延迟,广泛采用低介电常数(Low-k)介质。需精确测量这些介质层以及金属层的厚度、折射率、反射率及其在晶圆表面的均匀性分布。薄膜的质量直接决定了电路的信号完整性、功耗与可靠性。
3. 封装前电性验证与终检
-
晶圆终检(Wafer Final Inspection):在晶圆完成全部图形化、刻蚀、薄膜沉积、CMP、掺杂等制造步骤之后,进入封装之前,必须进行最终的全方位物理缺陷筛查。这是芯片离开晶圆厂前的“最后一道物理质量关卡”。
-
电性能验证:通过晶圆测试(CP, Circuit Probing) 和成品测试(FT, Final Test) 对芯片进行功能和电参数测试。CP在封装前进行,用于筛选出合格晶粒,避免有缺陷的芯片进入成本更高的封装环节;FT则在封装完成后进行,确保出厂产品的最终性能与可靠性。这两项构成了芯片出厂前的“电学质量关卡”。
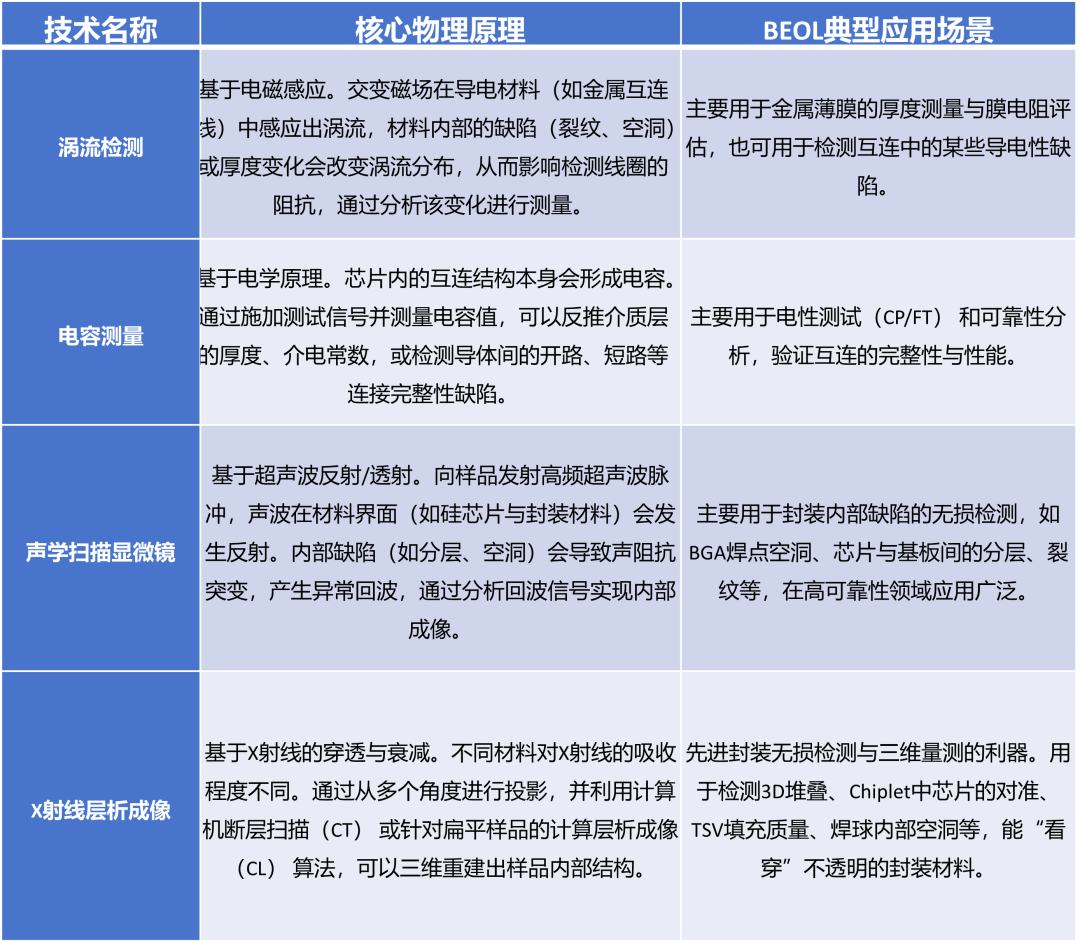
BEOL检测技术的物理原理
为应对上述复杂的检测需求,BEOL广泛采用多种物理原理的检测技术,尤其在应对先进封装的内部结构时,无损检测技术至关重要。
工艺流程中的作用节点与检测时机
BEOL量检测的核心作用节点高度集中,即 “晶圆终检” 。 其检测时机与目的非常明确:
在全部BEOL工艺(即全部互连层制作完成)后,晶圆被送出进行封装之前,必须执行这次最终检查。其目的:
1)通过光学、电子束等手段进行全面的物理缺陷筛查;
2)通过晶圆测试(CP) 进行电性能初筛,剔除功能不良的芯片,从而避免后续的无效封装,显著节约成本。
之后,在芯片封装完成并准备出厂前,再进行最终的成品测试(FT)。因此,BEOL检测本质上扮演了晶圆制造流程的质量终结者与成本守门人角色。
主流设备类型
由于BEOL检测涵盖从物理形貌到电学功能的广泛需求,其设备类型也呈现出多元化特点:
-
有图形晶圆缺陷检测系统
-
膜厚/关键尺寸/套刻量测系统(集成OCD、椭偏等技术)
-
电性测试机(用于CP和FT的自动化测试设备)
-
无损检测设备(如声学扫描显微镜SAM、X射线CT/CL系统)
综上所述,后段(BEOL)量检测是确保芯片最终性能与可靠性的最后也是至关重要的一环。它集成了从纳米级物理尺寸量测到系统级电功能测试的全方位验证,其技术复杂性与市场集中度共同构成了现代集成电路制造迈向“终点线”的质量屏障。








评论区
登录后即可参与讨论
立即登录