本文将详细介绍激光直写光刻技术。
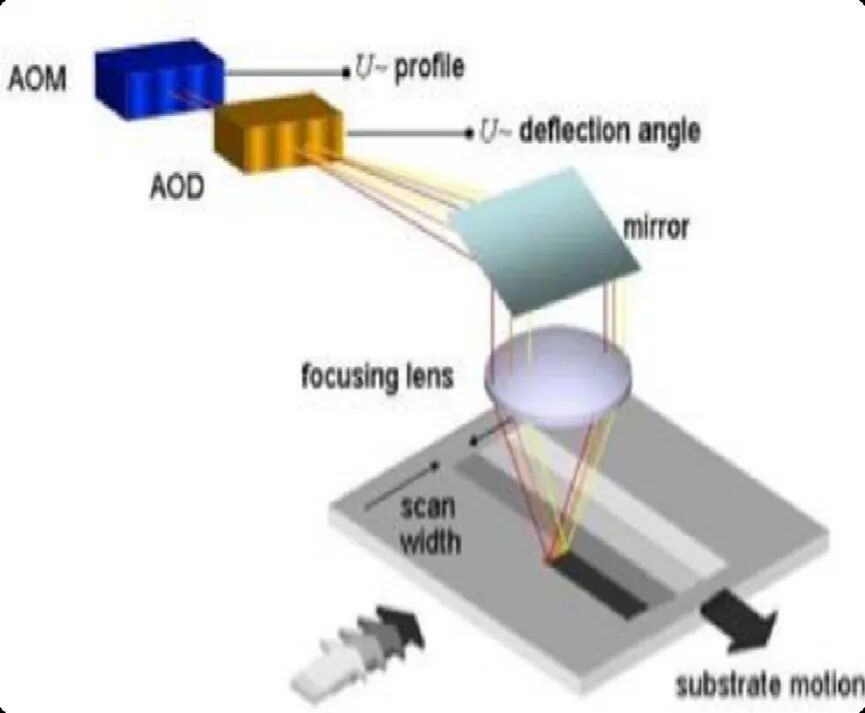
激光直写光刻技术是一种利用曝光强度可控的激光束对光刻胶进行曝光,经显影后获得期望形貌三维微结构的无掩模光刻技术。该技术通过计算机对激光的曝光位置与强度进行数字化控制,实现对光刻胶的变剂量曝光,因此具有很高的制造灵活性。
与传统的投影光刻机相比,激光直写无需掩模板,甚至可直接用于生产掩模板。以激光为能量源的直写设备称为laser writer。从性价比看,激光直写适合用作亚微米至微米级的图形化工艺。其分辨率与数值孔径成反比,与波长成正比,波长越短则写入精度和分辨率越高。
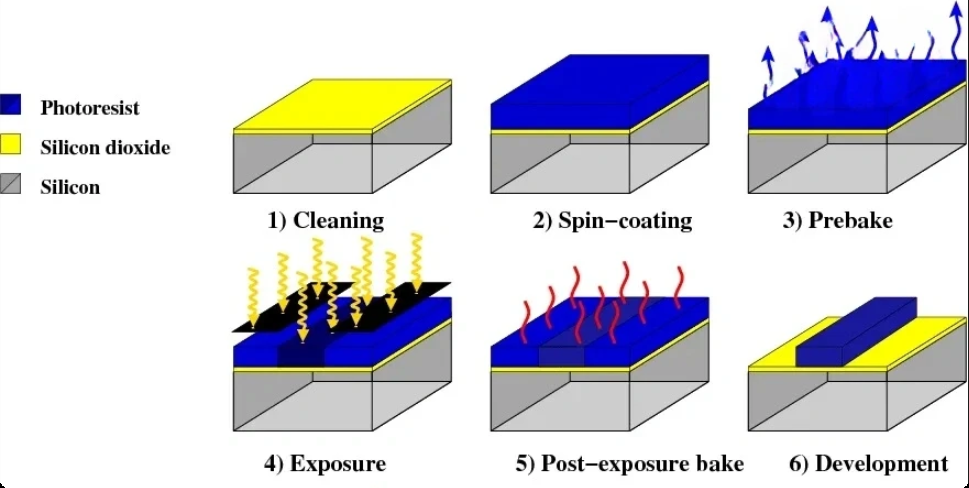
激光直写光刻技术并非单一独立的技术,而是一套以激光直写光刻为核心的整体工艺技术,包括衬底表面处理、光刻胶旋涂、前烘、曝光、显影及后烘等环节。每个阶段的工艺参数都会影响最终制备图案的形态。
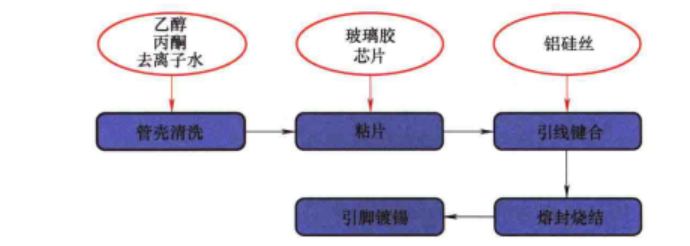
主要工艺流程
表面处理是流程中的第一道工艺,目的是清洁衬底表面,去除灰尘和杂质。常用衬底有玻璃衬底与硅衬底。抛光后的硅片表面光滑,一般用氮气吹走颗粒即可;玻璃衬底表面较粗糙,易吸附灰尘,需用酒精清洗。此外还可采用化学清洗、等离子体处理等方法增强光刻胶与衬底的附着力。
涂布光刻胶时,可采用旋涂、喷涂或浸涂三种方式,其中旋涂最为常见,能使光刻胶表面光滑均匀。光刻胶涂布厚度与自旋速度的平方根的倒数成正比,同时胶种也会影响厚度,而胶厚决定了可制备微结构的最大高度。有时为增加涂布厚度,会使用等离子清洗机对玻璃衬底进行亲水处理。
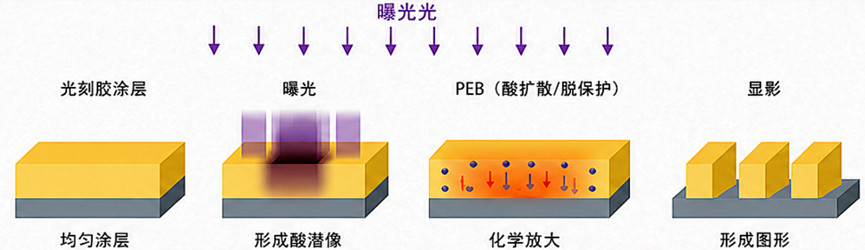
前烘的目的是使光刻胶涂层中的溶剂挥发,降低层间杂质含量,使胶面平整。制备厚胶微结构(高度大于20微米)时,光刻胶中会产生氮气气泡,需要适当延长前烘时间并缓慢升温以驱赶气泡;薄胶微结构则主要为了加固光刻胶。前烘温度和时间需严格控制,一般建议100°C、50秒左右。
光刻胶选择与曝光控制
光刻胶按感光光源可分为紫外(300~450nm)、深紫外(160~280nm)及极紫外光刻胶。按反应特性分为正胶和负胶。激光直写光刻技术常用正胶,而双光子光刻技术多用负胶。主流光刻胶由感光剂、成膜树脂、溶剂及添加剂构成。成膜树脂具有碱溶性,光敏化合物在激光辐照后分解,促进树脂溶解。随着激光直写技术兴起,紫外光刻正胶重新进入行业视野,可进一步细分为G线(436nm)和I线(356nm)光刻胶。为减少曝光能量与深度的非线性关系,常选用AZ4562等灰度光刻胶制备三维器件。
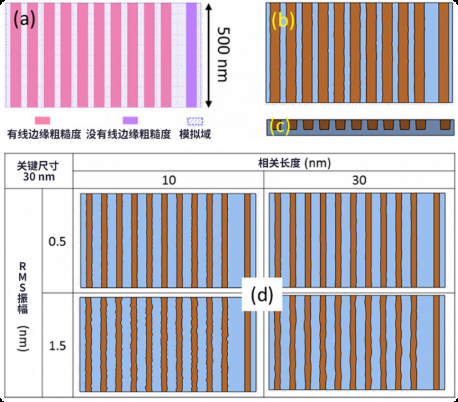
在曝光工艺中,曝光剂量需根据所需结构高度确定。还需注意边缘效应,即激光在边缘处能量不均匀导致光刻胶边缘不光滑。为此可引入光学邻近校正方法。此外,激光向下曝光时,所需剂量与曝光深度不成正比,曝光能量与深度近似二次函数关系。
应用领域与市场现状
激光直写光刻技术因其高分辨率、快速成型、无需光罩等优势,被大量应用于集成光电子学、微电子学和微系统技术等领域。它可用于光掩模制造, 一片掩模可经历上万次曝光,速度问题变得可接受。同时,对于产量小或实验室定制化开发,掩模费用高昂,激光直写提供了灵活经济的替代方案。近期,在IC载板及玻璃基板封装场景中,激光直写也开始发挥特有优势,例如尼康于今年推出了首台应用于板级封装的激光直写光刻机。
目前激光直写光刻市场主要由国外企业把持,如德国海德堡仪器、瑞典迈康尼。国产设备主要集中在PCB光刻领域,如芯惎微装、江苏影速、苏大维格等。其中江苏影速虽有面向半导体掩模制造的产品,但分辨率仍在微米级。从产出速度看,激光直写相比光学投影光刻仍然较慢,一般30分钟到2小时加工一片6寸光掩模,这严格限定了其用途。







评论区
登录后即可参与讨论
立即登录