本文主要讲述AuSn焊料环平行缝焊。
原理及方法
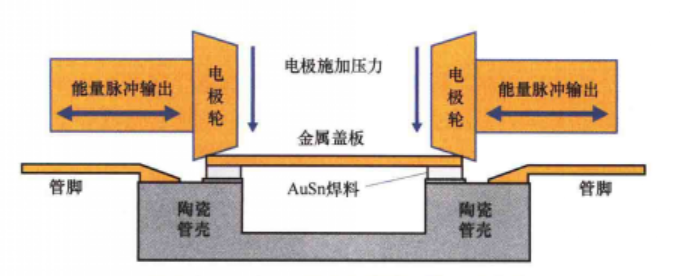
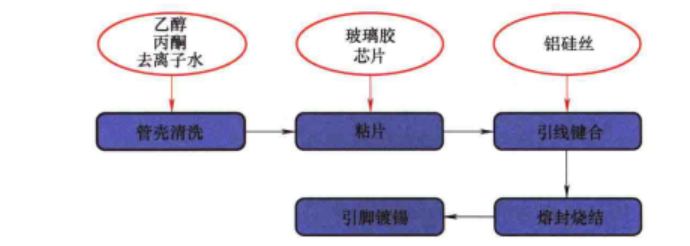
AuSn焊料环平行缝焊的核心工艺原理为:设备左右电极轮在电机驱动下,对器件盖板施加恒定压力,使电极轮与盖板接触位置形成稳定接触电阻。与此同时,主电源释放高频脉冲电流,电流通过接触电阻产生大量焦耳热,使局部温度快速升至AuSn焊料环熔点以上,实现焊料熔融。待电极轮移开后,熔融状态的焊料随温度降低逐步凝固,将盖板、AuSn焊料环与器件管壳紧密密封为一体。随着电极轮沿盖板边缘持续滚动行进,焊料环各位置被逐点熔化、凝固,最终完成整个密封区域的一体化密封作业。该工艺的基本原理结构如图1所示。
应用场景
传统AuSn焊料密封多采用整体熔封工艺,作业流程为:通过夹具将待密封电路的管壳、盖板与焊料环预先叠装固定,再整体放入烧结炉、链式炉或烘箱内升温加热。依靠环境热辐射使焊料环整体升温,达到共晶温度后保温一段时间,保证焊料充分熔融浸润,最后经降温冷却,实现焊料与母材的结合密封。该工艺过程中,电路整体随环境同步升温,所有零部件均会产生温度升高的情况。
相较于传统整体熔封工艺,AuSn焊料环平行缝焊工艺可实现局部定点加热,无需对电路整体升温,有效降低了工艺整体温度。一方面能够抑制传统熔封工艺引发的键合引线强度衰减问题,保障器件引线连接可靠性;另一方面可避免器件内部粘片导热胶因整体高温受热溢气,精准控制腔体内部气氛环境,提升器件内部洁净度。同时,相关试验研究表明,相较于常规平行缝焊工艺,AuSn焊料环平行缝焊密封工艺制备的器件,具备更优异的抗盐雾性能,环境适应性更强。
检验标准
AuSn焊料环平行缝焊密封工艺区别于纯金属外壳平行缝焊与陶瓷外壳AuSn整体熔封工艺,是结合两种密封技术特点形成的新型复合密封工艺。该工艺的核心密封机理不变,依旧依靠AuSn合金焊料受热熔融后,与管壳镀金层、盖板镀金层发生充分浸润和共晶反应,实现器件外壳的可靠密封。结合工艺特性,其密封质量检验需涵盖以下核心指标:
1)密封腔体的气密性检测;
2)X射线成像无损检测,核查焊料熔焊成型状态;
3)粒子碰撞噪声检测(PIND),排查腔体内部是否存在焊料飞溅杂质;
4)外观目视检测,核查是否存在焊料爬盖、边缘溢出等异常情况;
5)外观目视检测,检查焊点成型的连续性、完整性;
6)外观目视检测,排查焊点区域是否存在电极打火、过熔损伤痕迹。
典型失效模式
1. 局部烧蚀失效
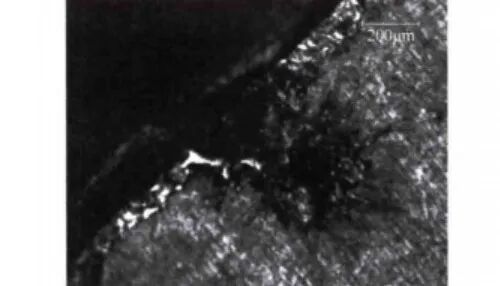
该失效模式主要由封焊过程中电极异常打火导致,作业过程中可观测到盖板位置出现明显电火花,封焊完成后通过显微观测可发现盖板局部存在严重烧蚀损伤。电极打火会引发局部高强度放电,产生瞬时高温,极易造成焊料飞溅、局部过熔问题。过熔区域会出现AuSn焊料缺失、密封区孔洞等缺陷,直接破坏密封结构完整性,大幅降低器件密封可靠性。焊点局部烧蚀微观形貌如图2所示。
2. 焊点不连续、未交叠失效
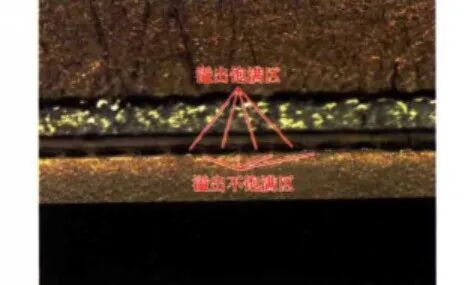
该缺陷表现为焊缝焊点存在间断、断点,或相邻焊点无有效交叠覆盖,无法形成完整密封焊缝。产生原因主要为工艺参数匹配不当,包括焊接周期设置过大、输出功率不足、电极行走速度过快等,导致放电加热不连续。此类缺陷会使焊点之间形成密封缝隙,造成器件气密性失效,无法满足密封要求。焊点不连续、未交叠微观形貌如图3所示。
3. 焊料流淌不充分失效
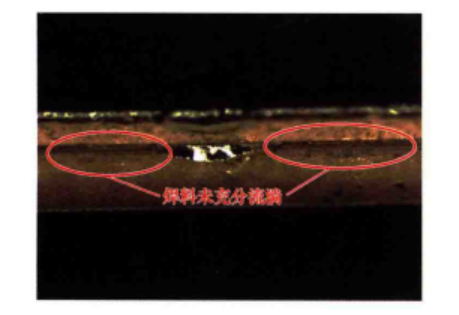
当焊接输出能量不足时,电极与盖板接触产生的焦耳热无法使焊料环整体达到共晶熔融温度,AuSn焊料吸热不足、熔融不充分。外观目视无明显焊料流淌铺展痕迹,焊料与镀金母材浸润结合效果差,最终导致密封不严、气密性不达标。焊料流淌不充分微观形貌如图4所示。
4. 管脚熔断失效
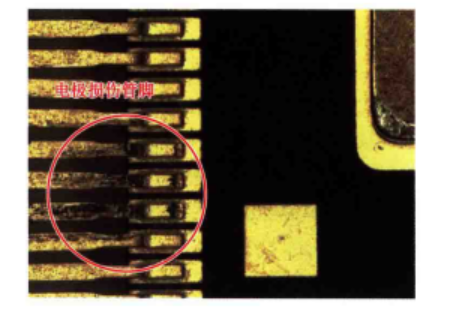
该失效缺陷形貌如图5所示,主要表现为器件单侧或双侧管脚出现熔断断裂问题。故障核心诱因是电极落点定位精度不足,电极轮偏移接触到器件管脚并产生放电,高频脉冲电流流经管脚产生高温,最终造成管脚熔断损坏。
熔焊模型分析
通过X射线成像技术对AuSn焊料环平行缝焊密封后的器件进行检测,可在封焊区域观测到清晰的分层分界线,具体形貌如图6所示。以分界线为界,外侧区域因电极直接接触供热,AuSn焊料充分受热熔融并发生共晶反应,形成有效熔焊密封层;内侧区域热量传递不足,焊料未达到熔融温度,始终保持固态环体状态,无熔焊结合效果。
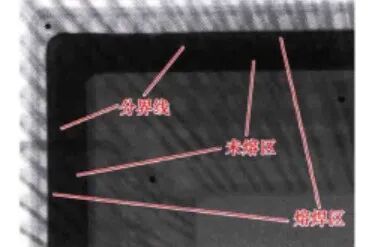
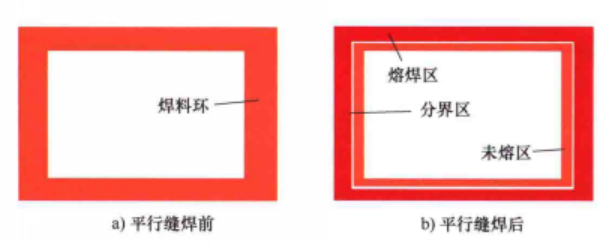
该分层熔焊特征由工艺固有熔焊机理决定。区别于传统金锡熔封的整体均匀加热模式,AuSn焊料环平行缝焊的热源集中于电极与盖板的接触位置,焊料熔融从盖板最外侧的接触点起始,逐步向焊料环内侧辐射传热。热量在向内传递过程中持续衰减,当温度低于AuSn焊料共晶温度时,内侧焊料停止熔融,最终形成已熔焊区与未熔焊区的清晰分界线。在X射线检测图像中,分界线呈现白色或浅灰色空洞特征,两侧熔焊与未熔焊区域则为色调相近的深灰色区域。基于检测结果可总结梳理出该工艺的焊料熔焊成型模型,如图7所示。
工艺影响因素
根据平行缝焊焊接能量计算公式,焊接成型效果由输出功率、脉冲宽度、焊接周期、电极行走速度等多项参数共同决定。其中,输出功率是实现有效熔焊的基础条件,脉冲宽度、焊接周期、行走速度等参数可用于精细化优化焊接质量。以脉冲宽度为核心变量,其对焊接效果的影响规律如下:
1)脉冲宽度过低时,单次焊接输入能量不足,无法实现焊料有效熔融,难以形成合格熔焊密封层;
2)在合理区间内,随着脉冲宽度增大,焊接输入能量逐步提升,熔焊区域宽度持续增加,熔焊成型效果稳步改善;
3)最优脉冲宽度参数可提供匹配的焊接能量,有效降低焊缝空洞率,提升整体焊接一致性与密封稳定性;
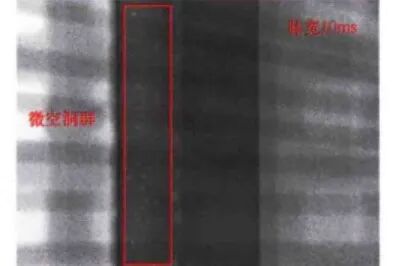
4)当脉冲宽度超出合理阈值后,持续增大脉宽会导致焊接能量过剩,熔焊反应过于剧烈,焊缝空洞数量大幅增加,尤其在焊料环四角区域易形成集中空洞,焊料环周边会出现密集微空洞群,缺陷形貌如图8所示。
工艺应用限制
AuSn焊料环平行缝焊工艺存在固有成型特性限制:焊接过程中焊料环内侧热量不足、难以充分熔焊,外侧易因能量过剩出现过熔、空洞等缺陷。该工艺仅适用于封焊区域宽度较小的微型尺寸电路器件;若器件焊料环宽度过大,工艺可调参数窗口极窄,难以平衡内外侧熔焊效果,无法实现稳定、高质量的密封焊接,不适用大规模宽封焊区域器件的生产加工。







评论区
登录后即可参与讨论
立即登录