生瓷片制备是陶瓷基板工艺的基础,涉及浆料组分、冲孔、印刷与烧结等关键环节。通过PVB黏结剂体系与精准流延工艺,确保生瓷片机械强度与尺寸稳定。丝网印刷实现高精度金属化,烧结与电镀则保障基板致密性与可靠性,支撑多层高密度互连应用。
生瓷片的制备
在流延法制备陶瓷基板的生产工艺中,无论是单层结构陶瓷基板还是多层结构陶瓷基板,核心基础原材料均为陶瓷生片。行业常用的未烧结生瓷片厚度主要为0.2mm与0.28mm两种规格,这类生瓷片的核心原料体系为陶瓷粉末与玻璃粉末,两种粉体均匀混合后悬浮于有机黏结剂体系中,形成可加工的复合坯片。在实际生产加工过程中,想要有效提升陶瓷基板的成品合格率,生瓷片的原料组分设计是核心关键因素。合格的生瓷片必须具备适配全流程加工的机械强度,能够耐受搬运、叠合、加工等多道工序的外力作用,避免出现破损、开裂等问题。
与此同时,生瓷片需具备优异的尺寸稳定性,可保障后续叠片、层压成型工序中各层坯片的精准对位,杜绝层间偏移、错位等缺陷,从源头保证多层陶瓷基板的结构精度。高质量陶瓷基板的制备,需要依托适配的黏结剂组分配比、精准可控的流延生产工艺,以及与之匹配的厚膜浆料体系,三者相互适配、协同配合,才能制备出性能稳定、精度达标的陶瓷基板产品。
常规生瓷片浆料体系为复合型有机无机混合体系,核心组成包含黏结剂、溶剂与增塑剂三大助剂,各组分各司其职、相互配合,决定了生瓷片的成型性能与加工性能。其中,黏结剂的核心作用是临时粘接离散的陶瓷颗粒与玻璃颗粒,让松散的粉体形成具备完整形态和一定强度的坯片,同时保障生瓷片表面可适配各类金属浆料的印刷加工,为后续金属化图形制备提供基础条件。
溶剂在浆料制备与生瓷片成型过程中承担多项关键作用:一方面,溶剂具备低黏度的流体特性,在粉体球磨细化加工阶段,可带动陶瓷粉末、玻璃粉末充分分散、均匀混合,有效避免粉体团聚结块,保证浆料整体组分均匀一致;另一方面,生瓷片成型后,内部溶剂逐步挥发,会在坯片内部形成均匀分布的微孔结构。这类微孔结构是生瓷片的核心优质特性之一,在后续高温层压加工工序中,微孔可预留形变空间,让印刷成型的金属线条能够被周边陶瓷坯体充分压缩、紧密包裹,大幅提升金属层与陶瓷基体的结合紧密性。
增塑剂的主要功能是优化生瓷片的力学性能,提升坯体的塑性与柔性,改善生瓷片偏脆、易裂的特性。其作用原理为有效降低黏结剂的玻璃化温度,让生瓷片在常温加工状态下具备更好的形变适配性,可耐受层压、对位、裁切等工序的轻微形变,不会出现脆裂、分层等质量问题,显著提升生瓷片的可加工性能。
黏结剂和浆料制备
在各类陶瓷生瓷片制备用黏结剂中,聚乙烯醇缩丁醛(PVB)的综合性能最优,能够同时满足生瓷片加工所需的热塑性能、成型稳定性以及多层结构的层间粘接强度,是目前工业化生产中应用最广泛、效果最佳的核心黏结剂材料。针对部分特殊工况、特殊性能要求的陶瓷基板产品,行业也会选用专用型黏结剂,主要包括聚氯乙烯醋酸纤维素、聚甲基丙烯酸酯(PM-MA)、聚异丁烯(PIB)、聚甲基苯乙烯(PAMS)、硝化纤维素、醋酸纤维素以及醋酸缩丁醛纤维素等品类。
每一卷成型的生瓷带均需经过全自动激光扫描检测设备的全方位质量检测,精准筛查坯片厚度不均、针孔、划痕、杂质等缺陷,检测合格的生瓷带再按照工艺尺寸要求裁切为方形生瓷块,备用后续冲孔、印刷、层压等工序加工。正式投产加工前,需对批次生瓷块样品进行全面性能检测评价,核心检测指标包含成型密度、压缩性能、层间粘接性能、屈服强度以及高温烧结收缩率等,确保批次生瓷片性能统一、符合生产标准。
冲孔加工
陶瓷生瓷片的通孔加工主要采用计算机数控步进重复冲孔设备完成,可实现高精度、自动化的通孔冲制作业,满足多层陶瓷基板高密度布线的孔位需求。加工过程中,生瓷片精准固定在工作台的框架托板上,设备工作台可实现X、Y双向高精度微调移动,而生瓷片冲头架固定不动,精准锁定冲头Z、Y向位置,通过工作台的精准位移完成生瓷片全域孔位的精准冲制。
每片生瓷片的四个边角均预留专用定位孔,一方面用于将生瓷片精准固定在冲孔托板上,防止加工过程中坯片偏移;另一方面为后续各层冲孔、印刷、叠片等工序提供统一基准,保障多层坯片的孔位精准对位。根据陶瓷基板的结构复杂度、布线密度差异,单一层生瓷片的冲孔数量最高可达36000个,可满足高密度互连基板的制备需求。
整套冲孔设备配套专业光源与光电二极管阵列检测平台,可对冲制完成的通孔位置、孔径尺寸、孔壁完整性进行实时精准检测,自动判定孔位加工精度是否达标。若出现孔位偏移、孔径异常、孔内堵塞等缺陷问题,需根据缺陷程度对生瓷片进行专业修复,无法修复的残次品直接废弃,杜绝不合格坯片流入下一道工序,保障产品整体加工精度与品质。
丝网印刷
陶瓷基板厚膜图形与金属化线路的制备主流工艺为丝网印刷工艺,是厚膜微电路成型的核心工序。除常规丝网印刷外,部分生瓷片金属化加工会采用喷嘴挤压式成型工艺,通过专用喷嘴贴合生瓷片表面的金属掩模匀速往复移动,将厚膜浆料均匀挤压涂布在生瓷片表面,同步完成表面线路图形印刷和基板通孔的浆料填充作业,实现生瓷片金属化成型。
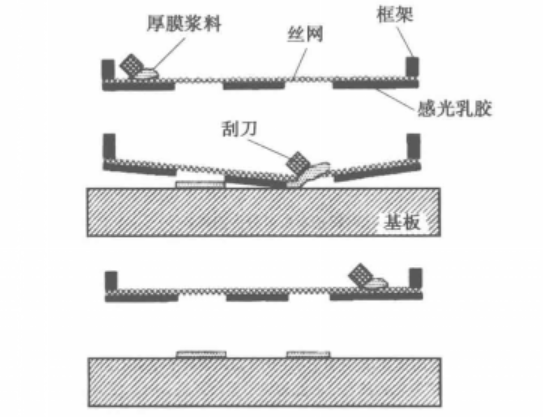
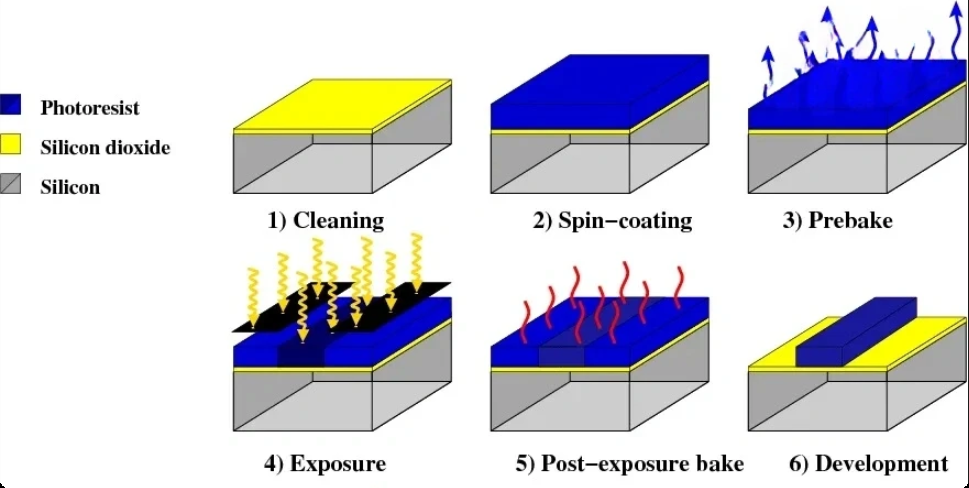
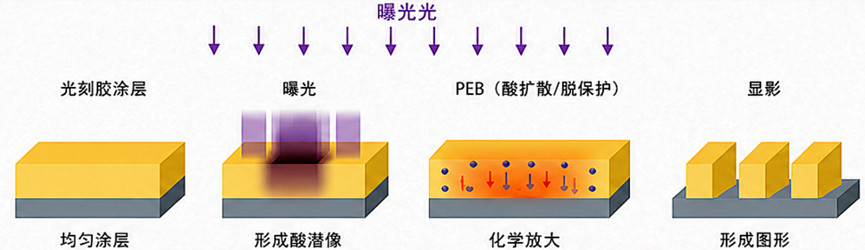
丝网印刷是厚膜微电路制造流程中最为关键的核心工序之一,其完整加工流程如图1所示。该工艺以丝网为成型基体,通过感光乳胶工艺在丝网表面制作出与待加工厚膜导体、电阻、介质层等结构完全匹配的镂空图形。正式印刷作业时,将调配合格的厚膜浆料平铺于丝网表面,借助刮板施加均匀压力,使丝网与待加工生瓷片表面紧密贴合,刮板与丝网保持固定夹角匀速平移,促使浆料通过丝网的镂空图形精准漏印至生瓷片表面,成型出预设的电路图形结构。
丝网印刷的成型质量受多项工艺参数协同影响,核心关键参数包含作业环境温度、空气相对湿度、丝网张力、丝网目数、感光乳胶涂层性能、刮板运行速度、刮板倾斜角度、印刷压力、刮板温度与柔韧性,以及丝网和生瓷片之间的间距,任意参数波动都会直接影响图形精度与成型效果。
丝网、厚膜浆料、刮板是构成丝网印刷工艺的三大核心基础要素,三者性能与适配性直接决定印刷成品质量。其中,常用丝网材质主要分为绢丝网与不锈钢丝网两类,可根据印刷精度、浆料特性、使用寿命需求选型适配。浆料从丝网镂空处漏印至陶瓷生瓷片的过程属于复杂流体形变过程,与厚膜浆料的流变特性密切相关。通常情况下,在合理区间内提升刮板运行速度,浆料的流动性会随之提升、黏度适当降低,更利于精细图形的成型。
印刷作业中使用的刮板多采用中等硬度橡胶或氯丁橡胶材质,其中聚氨酯材料为最常用的刮板材质,该材料具备优异的耐磨性能,且化学性质稳定,不易与厚膜浆料、有机溶剂发生化学反应,可长期保持刮板形态与性能稳定。当刮板倾斜角度控制在45°时,能够对浆料输出均匀且稳定的刚性压力,保障浆料漏印均匀性。刮板运行速度的控制尤为关键:运行速度过快,易导致浆料内部裹挟滞留空气,成型图形出现针孔、空洞缺陷;运行速度过慢,会延长丝网与生瓷片的接触时长,造成浆料扩散、图形边缘模糊,大幅降低厚膜图形的印刷分辨率与精度。
完成丝网印刷金属化加工的生瓷片,需立即送入强制通风烘箱进行恒温干燥处理。干燥工序需采用精细化温控、风控工艺,严格控制干燥速率与温度梯度,避免因干燥过快、温度不均导致生瓷片出现形变、翘曲、开裂等问题,对于带有密集通孔阵列结构的高精度生瓷片,干燥工艺的管控精度要求更高。多层陶瓷基板制备工艺的核心优势之一,就是可在叠片、层压工序之前,对每一层生瓷片的金属化图形质量进行全面检测,同时对轻微缺陷进行修复处理,有效降低成品报废率。
为使最终成型的陶瓷基板满足设计要求的热学性能、机械性能、电气性能与尺寸精度,生产过程中必须实现原材料体系与加工工艺的精准匹配、相互适配,需综合考量三大核心维度的关键要素:第一,陶瓷颗粒、玻璃粉末的物理与化学特性,以及两种核心粉体材料的匹配烧结温度曲线;第二,各类有机助剂的固有性能,包含分子量、黏度等基础指标,同时明确有机材料与无机粉体之间的相互作用机理;第三,浆料配比、生瓷片成型后的各项性能,以及适配生瓷片加工的设备工装设计参数。
多层陶瓷基板的精度控制难度极高,以33层结构基板为例,每层坯片均分布10000个直径0.125mm的微型通孔,整板需实现数十万微孔的精准对位,最终形成350000个稳定有效的电气互连网络。想要实现如此高精度的生瓷、熟瓷尺寸精准控制,必须全面掌握上述三大核心要素的性能特点,同时精准把控各要素之间的相互影响、协同作用规律,通过精细化工艺管控实现高精度成型。
烧结
烧结是多层陶瓷基板制备流程中工艺最复杂、参数管控精度要求最高的核心工序。烧结过程涉及多重复杂的物理、化学反应,在1000℃以上的高温环境中,生瓷片内部溶剂、增塑剂等有机组分快速逸出,黏结剂发生高温分解反应,残留的微量碳化物在湿氢气氛围中完成氧化去除,整个有机组分排出、分解、净化过程直接影响基板的致密性与纯度。
陶瓷基板的烧结成型以玻璃相致密化为初始阶段,升温过程中玻璃组分与氧化铝基体发生相互作用,逐步生成结晶相结构。当烧结温度升至1450℃左右时,前期生成的结晶体逐步熔融转化为液态玻璃,且随着烧结温度持续升高,液态玻璃的黏度不断降低,直至达到预设峰值烧结温度。与此同时,基板表面的金属浆料也会同步完成有机组分挥发、粉体致密化收缩的全过程。熔融玻璃会充分填充钨、钼金属化层的内部空隙,一方面实现金属层的加固致密,提升金属线路的结构强度;另一方面可根据烧结炉内的氧气分压环境,发生适配的化学反应,强化金属层与陶瓷基体的粘接效果,提升层间结合稳定性。
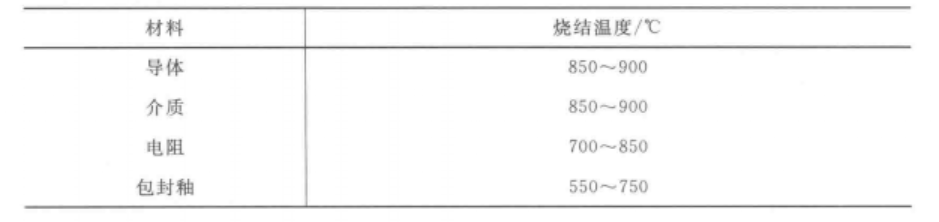
烧结温度曲线是决定厚膜浆料烧结后与陶瓷基体附着强度的核心因素,不同功能层的烧结适配性存在明显差异,其中烧结电阻层对温度曲线的敏感度远高于烧结导体层与烧结介质层,温度参数的微小波动都会影响电阻层的电气性能与成型质量。工业化批量生产所用的烧结窑炉均为多温区可控设备,通常配备4个及以上独立温区,可精准调控各温区温度、废气排气速率、传送带运行速度以及炉内烧结氛围,适配不同材质、不同结构陶瓷基板的烧结需求。根据基板粉体组分、助剂体系的差异,烧结峰值温度需进行针对性调整,各材料对应的标准烧结峰值温度参数如表1所示。
电镀
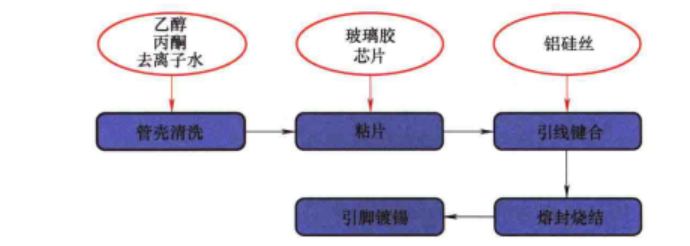
陶瓷基板金属化线路成型后,需通过电镀工艺完成表面改性强化处理。首先在钼基金属化图形表面电镀镍层,通过高温扩散作用使镍层与钼基底紧密结合,大幅提升金属镀层与基板基底的粘接强度、结合稳定性。镍层扩散处理完成后,继续在镍层表面电镀金层,核心作用是隔绝空气、防止镍层氧化生成氧化镍绝缘层,同时有效提升后续焊接、钎焊工序中焊盘表面的焊料润湿性,保障焊接连接的可靠性与稳定性。
为满足芯片引线超声键合的高强度、高稳定性需求,最后需针对每块芯片周边的引线键合区域进行厚金电镀处理,加厚键合区金层厚度,适配模块表面多根引线的高精度超声键合作业。完成基板电气性能全面检测后,采用金-锡共晶钎料,在氮气保护氛围下,将基板电镀引脚与凸缘结构同步钎焊固定在基板指定位置,杜绝焊接氧化、虚焊、脱焊等缺陷,最终完成氧化铝陶瓷芯片载体的整体制备。






评论区
登录后即可参与讨论
立即登录